
この資料は、
TPiCSの基礎講座や、研修会を受講され、基本的な操作方法や大凡の機能をご理解いただいた方に、その先の“ものづくり”の視点から、アイテム構成の要点を捉えて、マスター構築のヒントにしていただくためのものです。
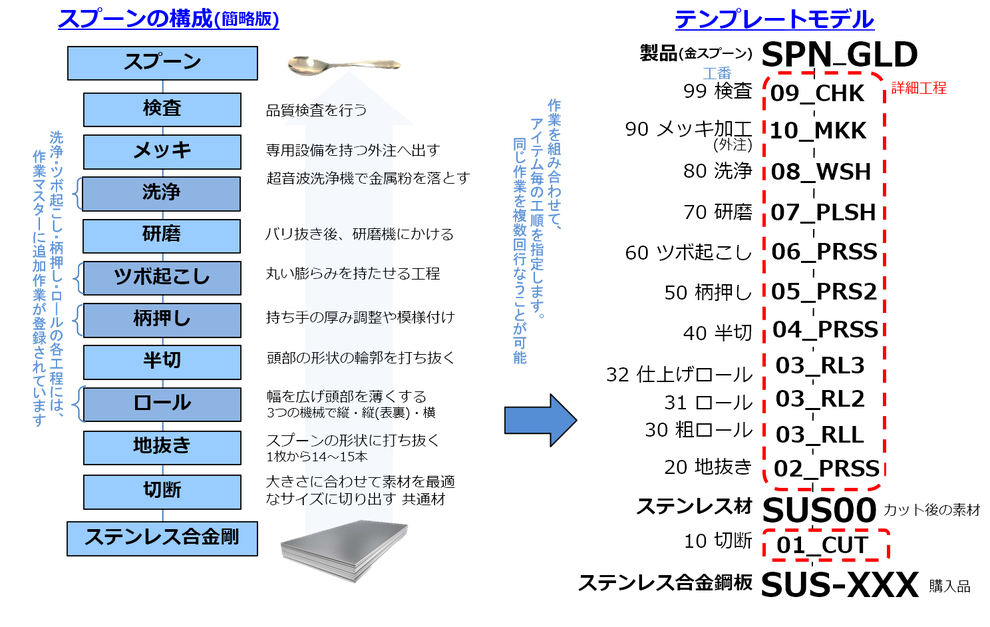
本マスターは、[統合マスター]フォームのマスターテンプレート機能を使った各マスターの登録の流れを把握することを主目的に作成しました。併せて「工程管理オプション」の仕組みを学習できるよう、縦一直線型の工程且つ身近な製品であるスプーンを題材として、以下の点を理解しやすいよう構成しています。
- マスターテンプレートから統合マスターを作成する方法
- 統合マスターから各マスターを作成する流れ
- 工程管理オプションに関連するマスター
-
在庫管理を行いたいポイントのみアイテム化する
↔ 在庫管理が不要な途中工程は指示書の発行のみ - 計画作成後も必要に応じて工程の追加・削除が可能である
- 計画明細データ手入力で付け外すと、その注番限りの詳細工程に変更可能
- 一部外注工程をはじめ、社内外に多様な指示書を発行可能
-
実績登録の有無は「詳細工程データの扱い方」設定値により選択
本モデルでは“2”を採用: 実績入力は任意とし、在庫一覧の実績単価には反映しない(工程元の実績時間を反映する)。 (従来の工程2)
生産のポイント
これは、 架空の生産管理ポイントです。
- 在庫管理を行うのは、完成品と地抜きした素材、材料の3箇所のみ
- スプーンを型作るための各種機械作業は全て詳細工程化し、指示書の発行のみとする(実績入力・在庫管理を省略)
- ステンレス合金剛板は、カット済みの極小サイズを想定(単位:枚)
生産の流れと製品構成
【参考サイト】 国立研究開発法人科学 技術振興機構(JST) THE MAKING
(60)スプーンとフォークができるまで
燕物産株式会社 https://www.tbcljp.com/商品紹介/燕物産のスプーンができるまで
CSVマスタデータ
テスト環境のデータベースを用意するには
マスターデータの読み込みは、実運用中のデータベースで行うと誤って実運用データを消してしまうことがあります。
テスト環境用のデータベースを作成してご利用ください。
製品構成ツリー

使用しているオプション
CSVデータは、アイテム件数50件以内に抑えており、デモ版で試すことができます。
50件を超えて使用する際には以下のオプションが必要になります。
- 繰返生産システム(fMRP)
- 工程管理オプション
スプーンの生産管理を再現する操作手順
マスターテンプレートのCSV読込み
前提:
[データベース設定ツール]より全テーブル作成後、メインメニューで[稼動カレンダー]データを生産計画テーブルに読込ませた状態からスタート。前述の全レベル設定を変更しておく。
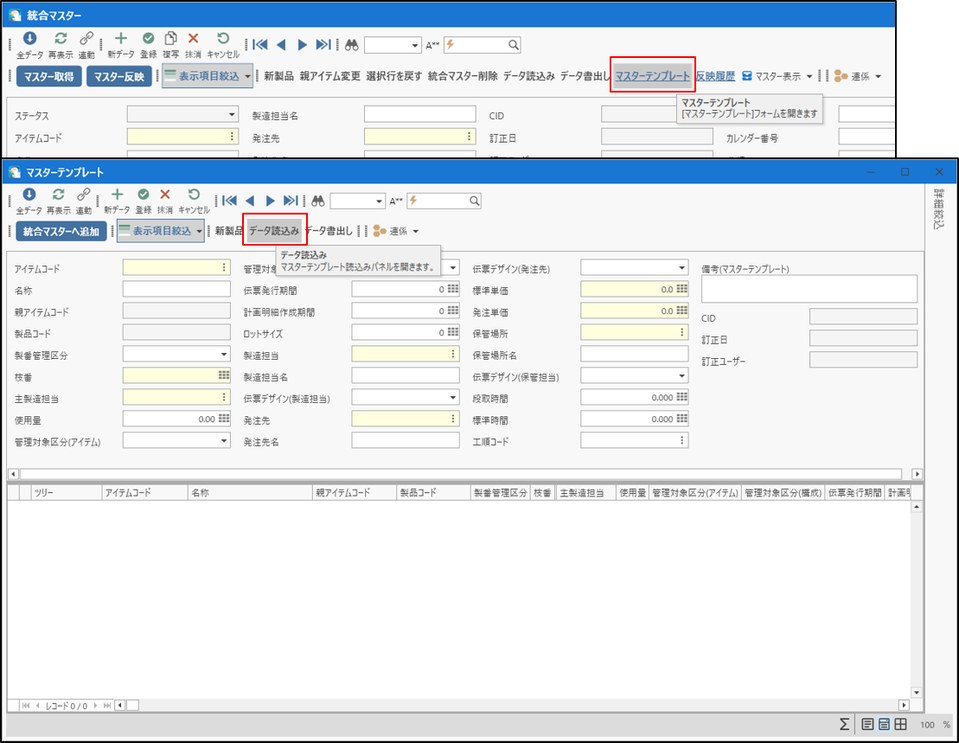
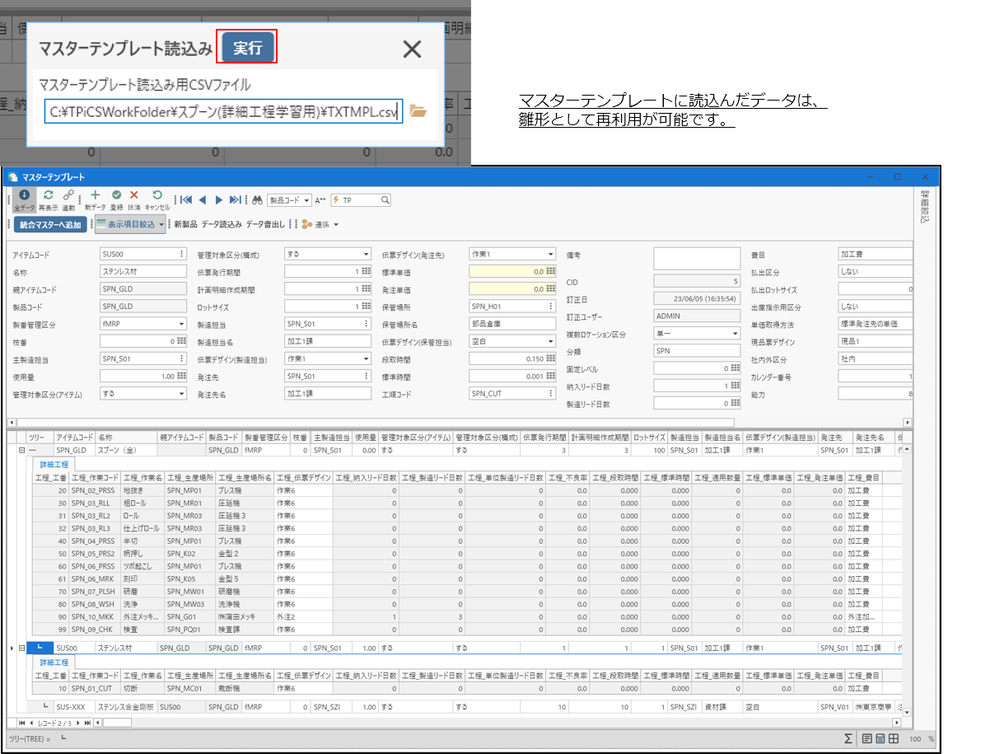
[統合マスター]-[マスターテンプレート]をクリック、[マスターテンプレート]-[データ読込み]より、スプーン(詳細工程学習用)のTXTMPL.csvを読込む
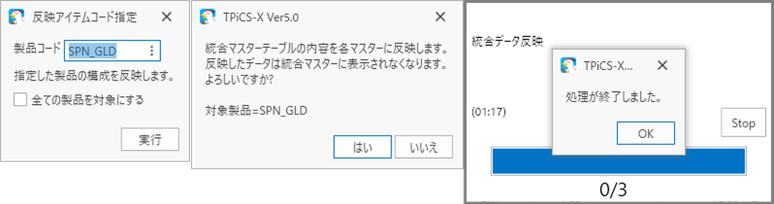
次に、[マスターテンプレート]-[統合マスターへ追加]ボタンをクリックし、[実行]
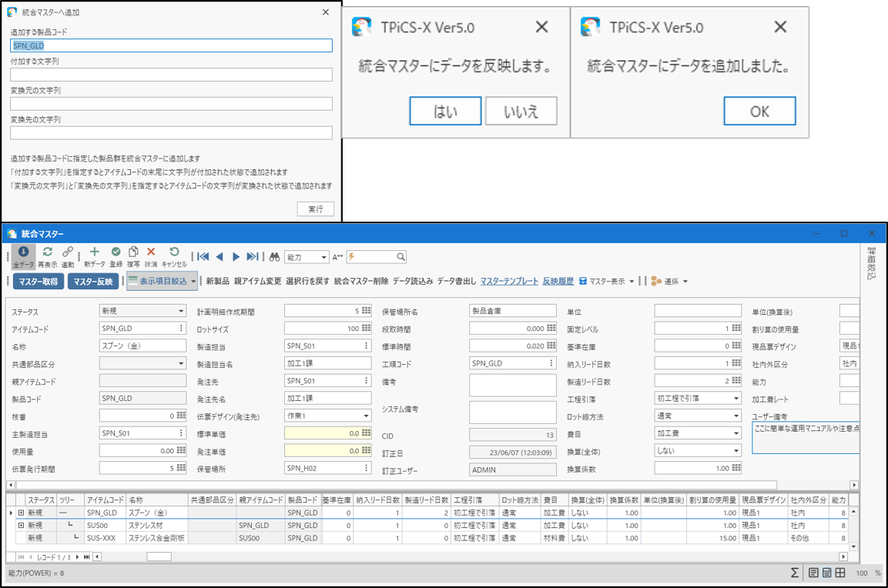
続いて、[統合マスター]-[マスター反映]-[実行]ボタンをクリックし、各マスターへ反映します
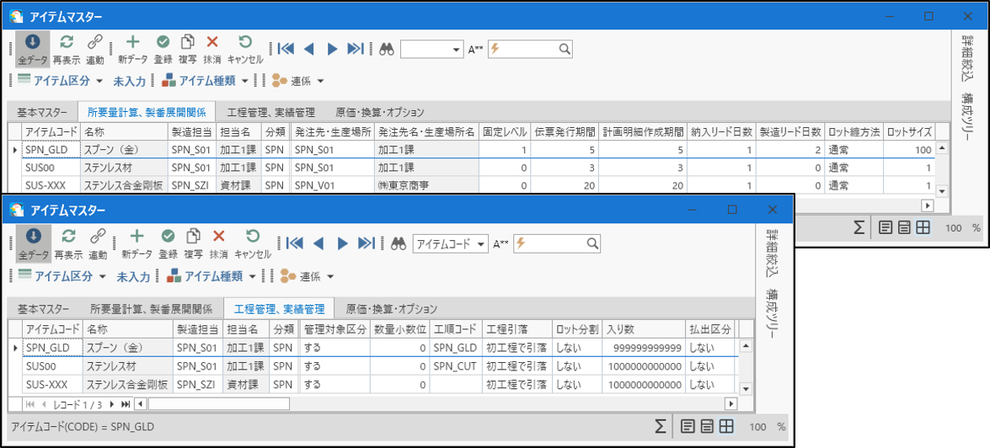
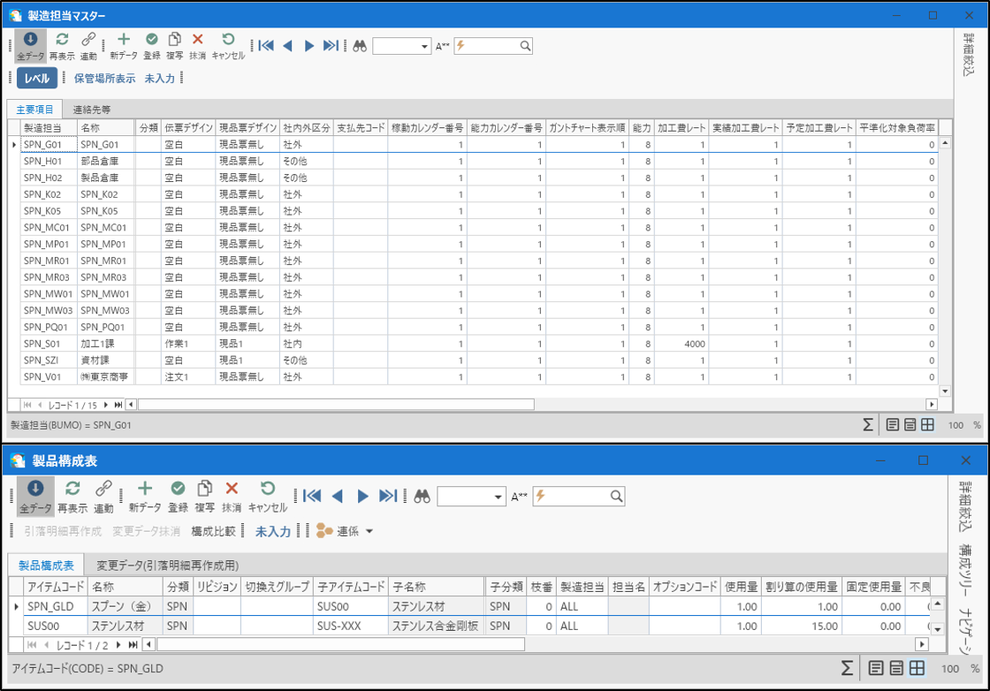
作成されたマスターの確認


CSVの上書き読込により、追加のマスター変更を行う
通常は統合マスターから反映後、各マスターフォームで追加や設定変更を行ないます
例)詳細工程の生産場所に対する「伝票デザイン」や「社内外区分」の設定、
作業マスターの「作業内容」を記入する、
外注工程の単価マスター登録 など
→ここでは、予め用意したCSVデータを上書き読込みすることで反映します
- [定型処理]-[テキストファイル読込み]より「スプーン(詳細工程学習用)」フォルダーを選択し、上書き読込みする
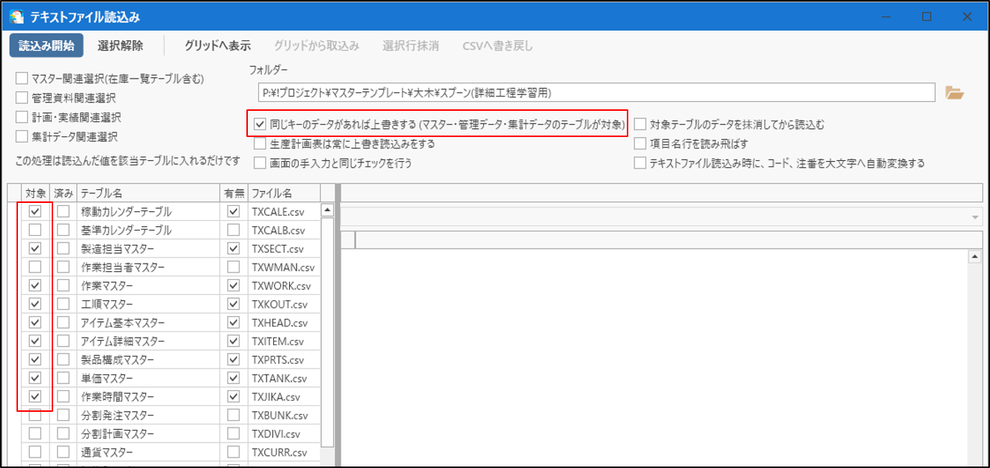
(各マスターの確認は省略します)
生産計画の入力と計画明細作成
[生産計画表]を開き、全レコードを作成
- 本日より5日先に生産計画150を入力して所要量計算を実行
- 続いて、[計画明細作成]を実行
※図は「システム日付」を2030/04/01に変更しています。適宜読み替えてください。

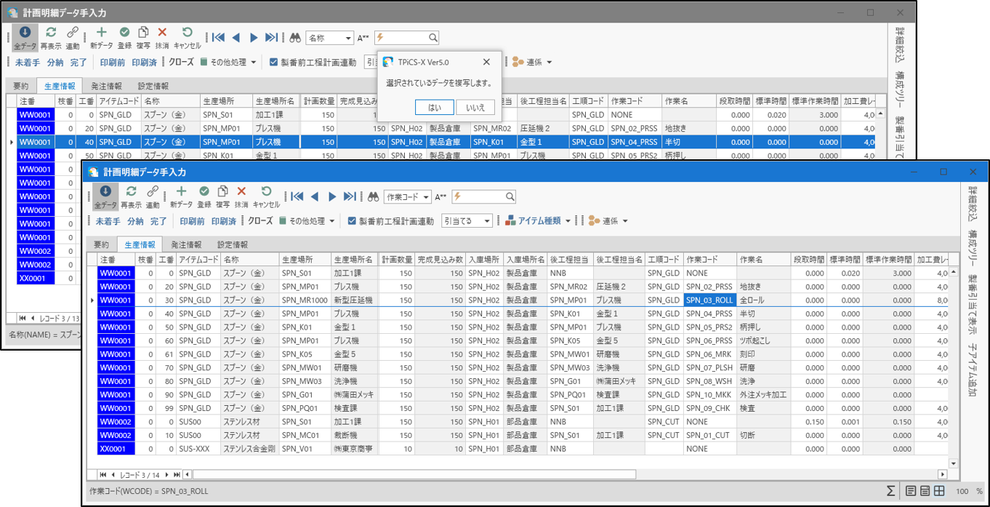
詳細工程の追加と削除
新型の全自動圧延機が導入され、工番30番台の従来3分割されていたロール工程を1つの機械で対応できるようになりました。
これを、作成済みの詳細工程の削除と追加の手順で計画に反映します。
- 工番30、31、32のレコードを選択状態にして、右クリックメニューから[データ管理]-[一括変換・一括抹消]-[データを一括抹消する]-[はい]-[DB値へ反映]を実行

続いて[生産情報]タブを開き、工番40のレコードを[複写]し、内容を修正して工番30として登録します。
<主な変更箇所>
計画数量=150 後工程担当=SPN_MP01 作業コード=SPN_03_ROLL
生産場所=SPN_MR1000 ※作業コードを入力すると、自動セットされます
作業指示書・注文書の印刷
[作業指示書発行]、[注文書発行]を開き、それぞれ[印刷]を実行
※プリンターへの出力は省略可能、この場合は[右クリックメニュー]-[印刷済みへ更新]-[はい]
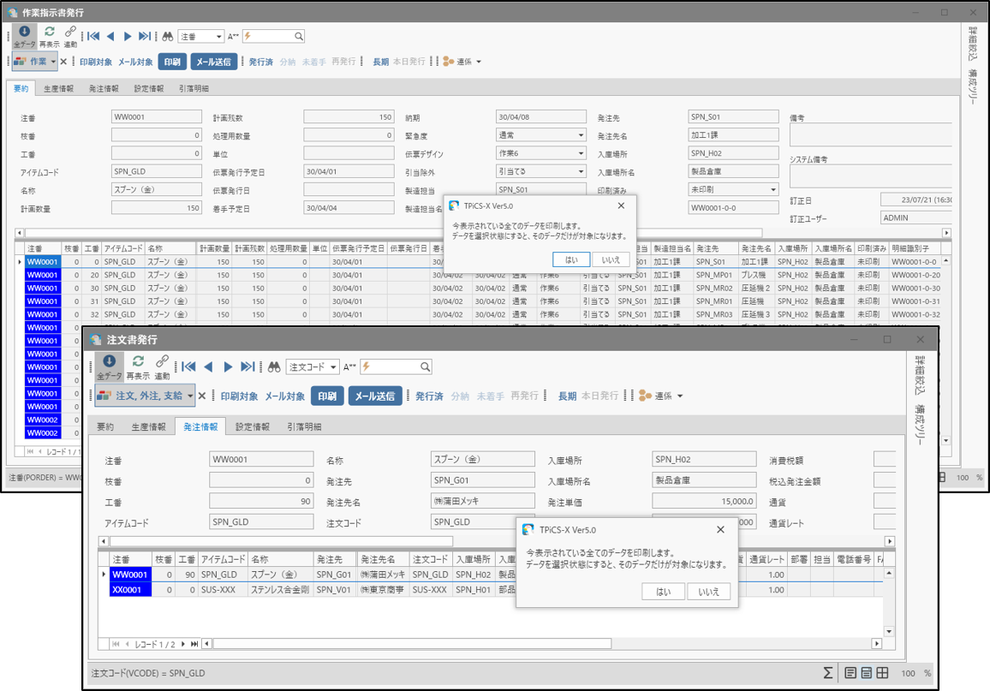
印刷イメージの確認

ステンレス合金剛材の検収実績入力
[資材検収実績入力]を開き、注番:XX0001を選択して[登録]

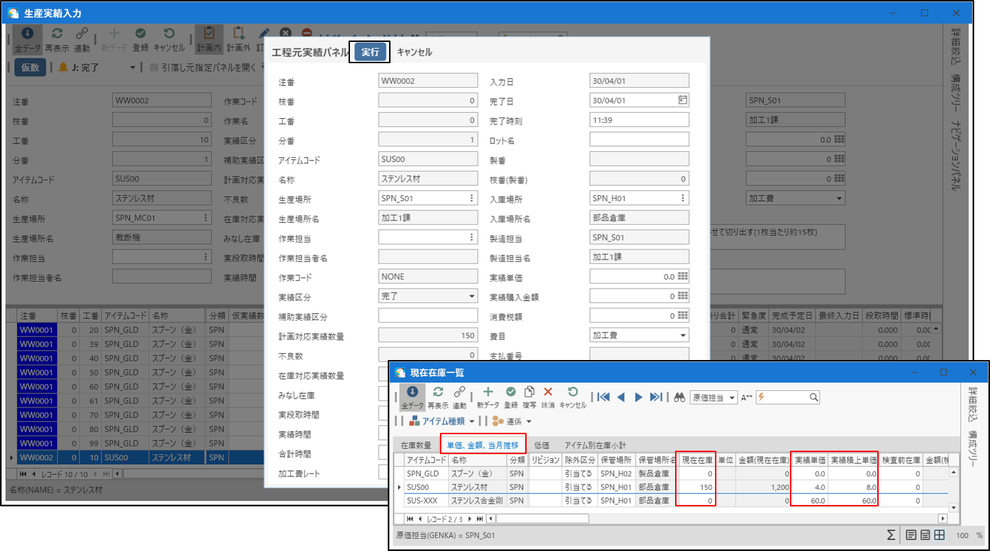
ステンレス材の生産実績入力
[生産実績入力]を開き、注番:WW0002を選択して[登録]、続いて開かれる[工程元実績パネル]-[実行]
スプーンの生産実績入力
スプーン(金)の初工程である 注番:WW0001 工番:20 を選択して[登録]

続いて、最終工程である 注番WW0001 工番:99 を選択して[登録]
[工程元実績パネル]上で「実績時間」を0.12→0.1に変更して[実行] ※抹消した2工程分減らす意図
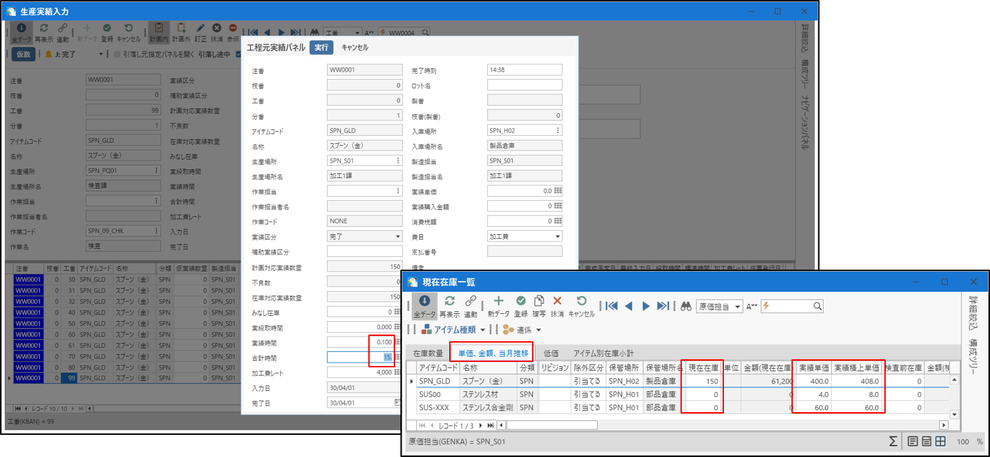
「詳細工程データの扱い方」設定を
“2 : 実績入力は任意とし、在庫一覧の実績単価には反映しない(工程元の実績時間を反映する) ”にしているため、
途中の工程の実績入力を省略することができます。
工程元の実績時間を「実績単価」に用いるので[工程元実績パネル]で入力します。
製品別原価集計
[原価管理]-[製品別原価]フォームを開き、サイドパネルの集計条件を図のように入力して[集計]ボタンを実行


今回、新型機械の導入により生産に掛かる時間が短縮された結果、生産原価が低くなりコストカットに成功しました。
このように期初に設定した標準原価と実生産での実際原価を比較するツールとして、原価集計表をお使い頂けます。
(実際には設備投資が発生していますが、ここでは考慮していません)
進め方のヒント
マスターテンプレートから別の製品を追加してみましょう
※[マスターテンプレート]の[統合マスターへ追加]ボタンを使って、類似の構成を簡単に追加することができます。
例)シルバーのスプーン

「追加する製品コード」には、選択中のレコードの製品コードがセットされます。
「変換元の文字列」“GLD”
「変換後の文字列」“SLVR”
のように指定して[実行]すると、新たな製品のマスターが統合マスターに追加できます。
本モデルはアイテム数が少ないためあまり恩恵を感じられませんが、アイテム点数が多い構成ほど、効率的なマスター作成が可能です。
その他
- 「詳細工程データの扱い方」の設定値を変更して実績入力してみる
- 一部外注工程をアイテム化し、在庫管理ポイントに変えてみる
- 得意先マスター、売価マスターを登録後、受注データ入力から手配をかけてみる
など