
この資料は、
TPiCSの基礎講座や、研修会を受講され、基本的な操作方法や機能をご理解いただいた方に、その先の“ものづくり”の視点から、アイテム構成の要点を捉えて、マスター構築のヒントにしていただくためのものです。
今回は、射出成形や金型を用いて見込み生産を行う製品のロールモデルとしてパソコン用のキーボードをマスターサンプルにしました。
複数のラインの負荷やリソースを考慮しながら部門別ガントチャートで計画を調整、リソース(金型)の使用量を管理すること想定しています。
生産のポイント
これは、 架空の生産管理ポイントです。
- 安価なメンブレンキーボードを想定
-
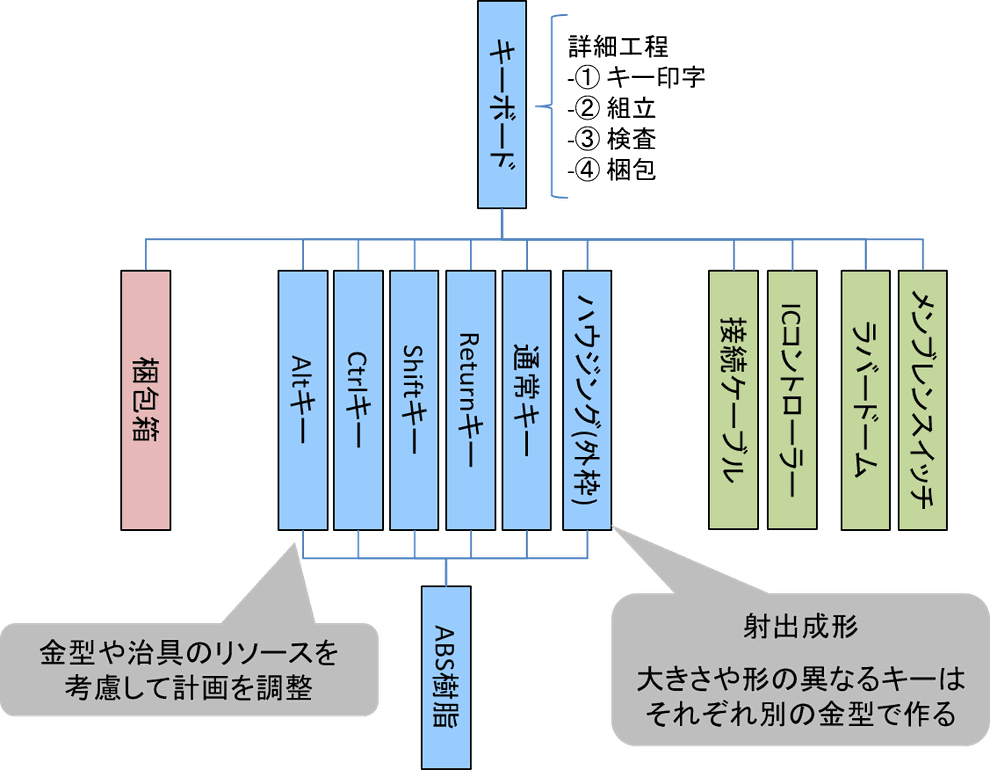
キーキャップと外枠は樹脂から射出成形を行い、メンブレンスイッチとラバードーム、
IC基板、接続ケーブルを使って組み立てを行う - 複数の射出成形機で平準化を行い、負荷を確認しながら計画を調整する
- 金型や治具のリソースを考慮した計画の調整を行う
生産の流れと生産場所

製品構成
CSVマスターデータ
テスト環境のデータベースを用意するには
マスターデータの読み込みは、実運用中のデータベースで行うと誤って実運用データを消してしまうことがあります。
テスト環境用のデータベースを作成してご利用ください。
使用しているシステム、オプション
CSVデータは、アイテム件数50件以内に抑えており、デモ版で試すことができます。
50件を超えて使用する際には以下のオプションが必要になります。
- 繰返生産システム(fMRP)
- 部門別ガントチャートオプション
- 払出指示オプション
- リソース管理オプション
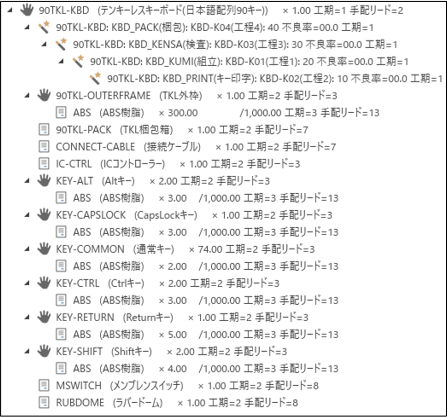
製品構成ツリー
キーボードの生産管理を再現する操作手順
事前準備
①[稼働カレンダー]フォームの「稼働カレンダー作成」ボタンから、土日のチェックを外して必要範囲の稼働カレンダーを作成
②[テキストファイル読込み]フォームからTXCONT.csvを選択して読込みし、TPiCSを再起動
③[データベース設定ツール]-[テーブル設定]の「小数点以下の桁数」画面から「小数点以下の桁数を適用」ボタンを実行
④定形一括の[テキストファイル読込み]で以下のマスターを読込む
TXBAIK.csv
TXCUST.csv
TXHEAD.csv
TXITEM.csv
TXJIKA.csv
TXKOUT.csv
TXPRTS.csv
TXRSRC.csv
TXRUSE.csv
TXSECT.csv
TXTANK.csv
TXWORK.csv
TXZAIK.csv
※[Ctrl]+[Alt]+[R]で読込みすると、既存データをすべて消した上で読込出来る。
通常は全部データが消えてしまうため、テスト環境でのみ行う読込方法。
⑤アイテムマスターの確認と製品構成の確認
⑥生産計画表の右クリックメニューで、起点レコードを全レコード作成
生産計画をつくる
・入力する見込み行:10稼働日先の見込み行に300と入力
(見込み行の作り方は90TKL-KBDの行選択、 右クリックメニューで、データ管理の見込みの選択行のみ作成)
・所要量計算。「平準化処理を行う」チェックボックスをONにして[実行]
・計画明細作成

部門別ガントチャートで負荷調整
・[調整用全集計]を行う
・[製造担当別]タブで、射出成形機1の本日から2稼働日先の日付の「通常キー」の計画を射出成形機2の6稼働日先の枠に
ドラッグ&ドロップし負荷調整する
同じく、射出成形機1の本日から3稼働日先の「通常キー」の計画を、射出成形機2の本日から5稼働日先の枠にドラッグ&ドロップし
負荷調整
・[反映]で計画明細に反映

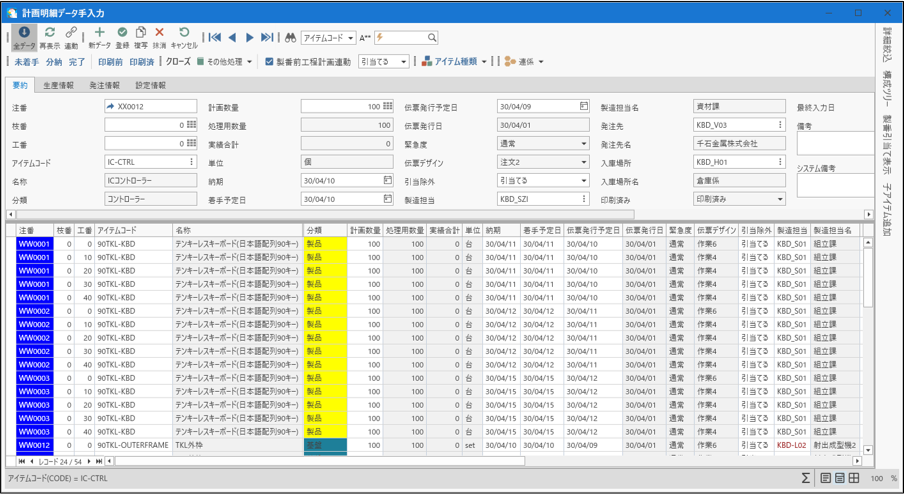
計画明細データ
・実績入力できるように計画明細データを右クリックメニューで全て印刷済みにする
(実運用では伝票発行予定日になったら、注文書発行や作業指示書発行に表示され、印刷、メール送信することで印刷済みになる)
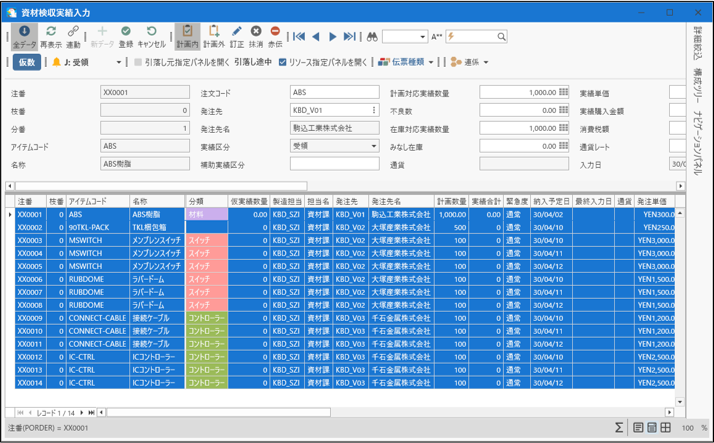
資材の受領実績を登録
・[資材検収実績入力]を開く
・区分を J:受領に変更
・[計画内]ボタンオンで新規入力モードを確認(計画外 や 訂正、抹消、赤伝モードは計画明細は表示されない)
・全行選択し[登録]ボタンや、[F12]により一度に実績登録
実運用の作業では、検品しOKならば、それ毎に一件一件登録
(取引先からの納品書に自社注番がバーコード化がされていればナビゲーションパネルを開いてバーコードの注番検索、
登録の操作も可能)
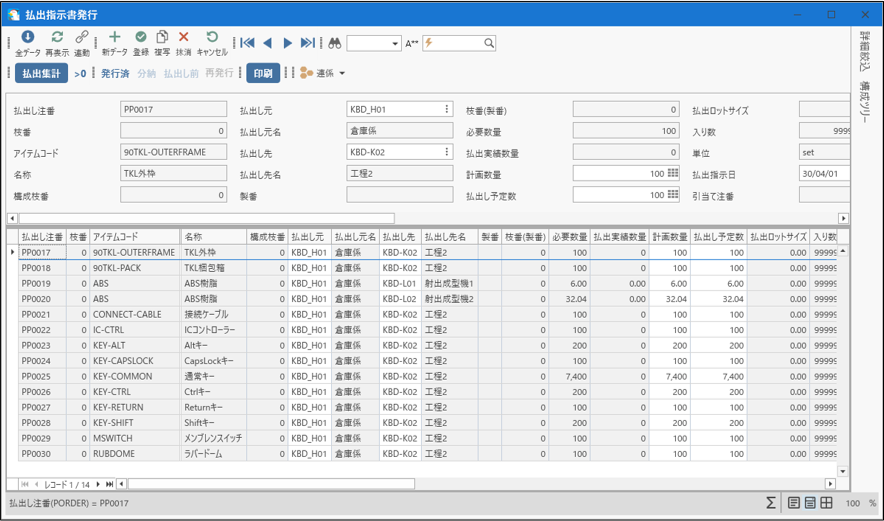
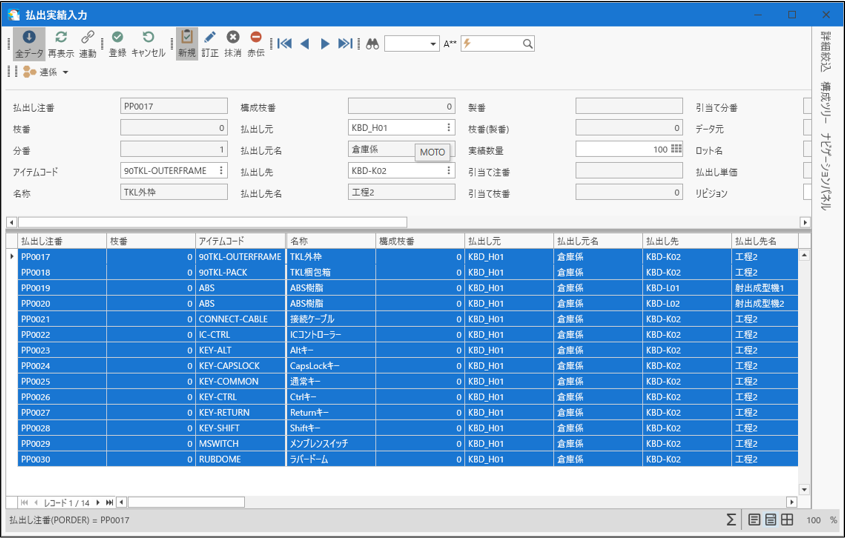
射出成形機への払出
射出成型で生産するキーキャップは、払出管理アイテムに設定しており、生産実績登録には、事前に子部品を払出集計、払出実績登録が必要です。
デモデータは払出区分を“合算”にしているので、通常キーやShiftキーなど異なる注番の計画も合算して払出指示データを作るようになっています。
・[生産業務]の[払出指示書発行]で、[払出集計]パネルには、本日から7稼働日先までを集計範囲にして[実行]

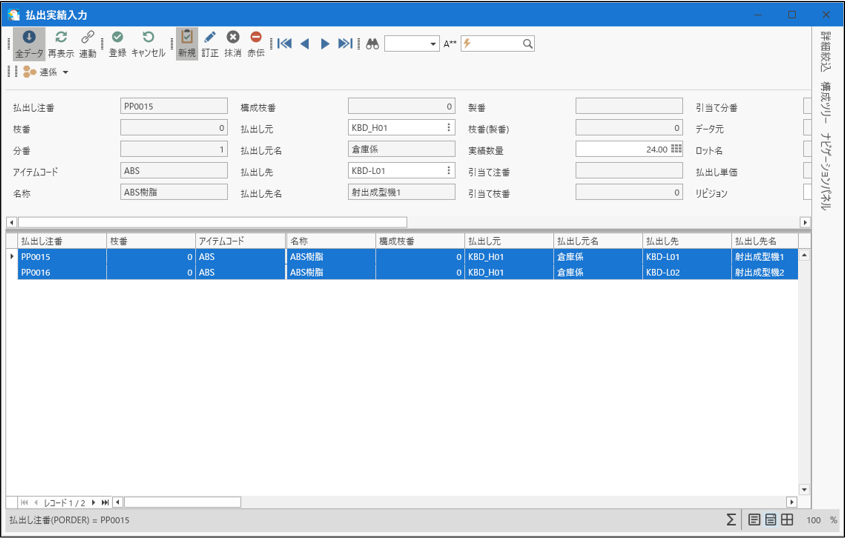
払出実績登録
・払出指示データを行選択し、一度に払出作業完了登録
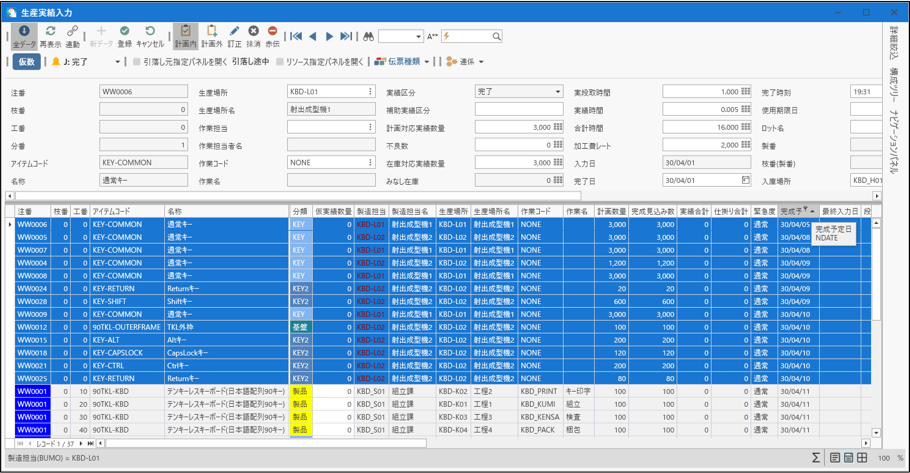
射出成型機の生産実績入力
・[生産実績入力]で「完成予定日」を昇順にソートし、本日から7稼働日先までの計画を選択して、[登録]
組み立てラインへの払出
・[生産業務]の[払出指示書発行]で、[払出集計]パネルには、本日から8稼働日先までを集計範囲にして[実行]
払出実績登録
・払出指示データを行選択し、一度に払出作業完了登録
キーボードの実績入力
・完成予定日が一番早い“90TKL-KBD”の計画を選択して、[登録]

リソースの消耗量の確認
・[リソース管理業務]-[リソースマスター] で「総消耗量」の確認
「総消耗量」が「次回メンテナンス消耗量」を超えたリソースは、メンテナンス計画を作成できる

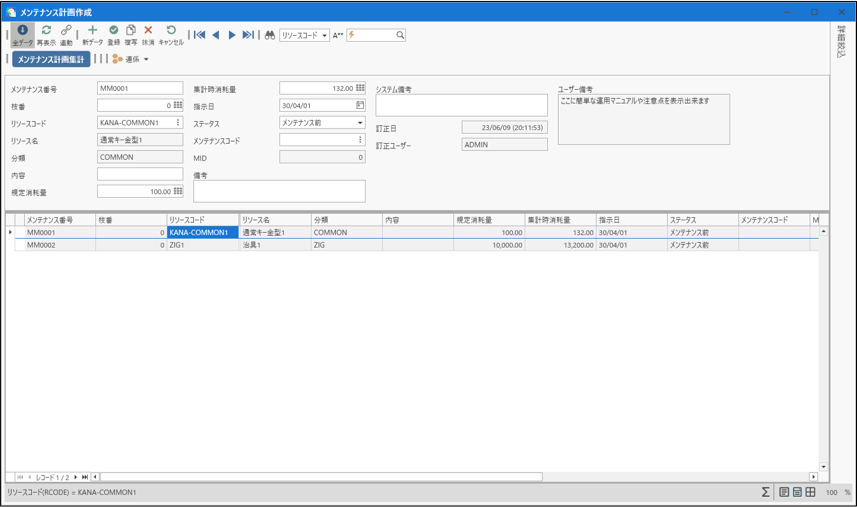
リソースのメンテナンス計画
・[メンテナンス計画作成]から[メンテナンス計画集計]
[リソースマスター]の「総消耗量」が「次回メンテナンス消耗量」を超えたリソースのメンテナンス計画が作成される
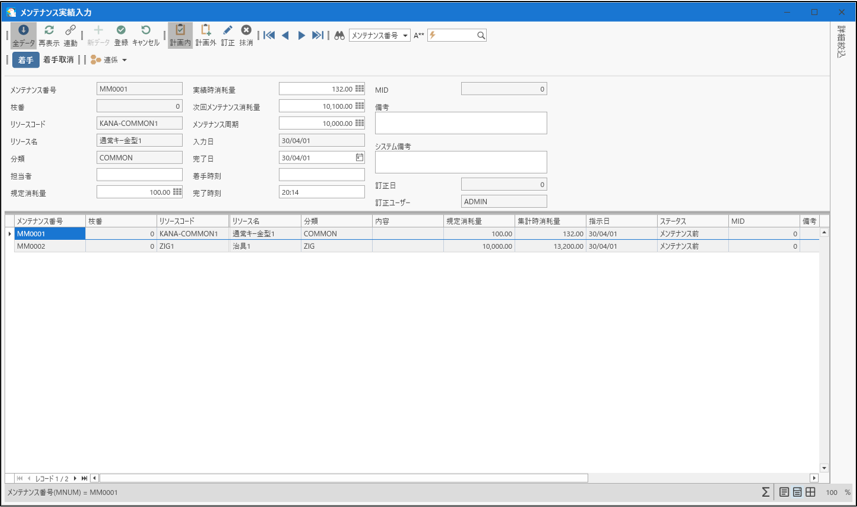
メンテナンス実績入力
・[メンテナンス実績入力]からメンテナンス計画を表示し、[着手]
着手を行うとステータスが“メンテナンス中”に変更
[登録]を押すとメンテナンス実績が登録され、[リソースマスター]の「次回メンテナンス消耗量」が更新される
進め方のヒント
計画やマスターをいろいろ変えて試してみましょう
例えば
・[生産計画表]の見込行の数を変える
・「払出ロットサイズ」を設定してみる
・[製品別原価集計]で標準原価と実績原価で、予定の原価と実際の生産の原価の差を確認する
・新しくリソースを作り割り当ててみる
・マスターテンプレートから別のタイプのキーボードを作成してみる