
この資料は、
TPiCSの基礎講座や、研修会を受講され、基本的な操作方法や機能をご理解いただいた方に、その先の“ものづくり”の視点から、アイテム構成の要点を捉えて、マスター構築のヒントにしていただくためのものです。
今回は、プレス工場やプラスチック成型工場にみられる同時に複数の製品製造を行う共取り生産のマスターサンプルを作成しました。
セット生産オプションで、複数の共取り製品の生産計画を同時に作成し、生産計画の日程調整も同時に行います。
プレス加工について
プレス加工機
プレス加工機とは、部材の塑性変形を利用した加工の一つです。
上下に分かれた2つの金型の中に部材を挟み込み、上から押し潰すことでせん断や折り曲げ、絞り加工などを行います。
2つの金型を押し付けるだけの工程なので、短い時間で加工が可能で、大量生産に非常に向いている加工装置だと言えます。
電動モータによる回転運動を、機械的機構によりスライドの直線運動に変えて、金型を介し素材を成形するプレスです。
生産性が高いためプレス機械の9割以上がこのタイプとなっています。
プレス加工機の使用用途
-
せん断加工
部材を目的の大きさにカットする、もしくは目的の場所のみを切り取る加工です。
ハサミも同じくせん断加工の一種類となっています。
代表例:穴あけ、切り抜き
-
曲げ加工
部材を折り曲げて塑性変形を起こすことで、部材を折り曲げ目的の形にすることができます。
基本はL字曲げかV字型に曲げますが、ローラーを使用してU字型にしたりZ字型に折り曲げることも可能です。
-
絞り加工
部材にポンチのようなものを押し付け、引張応力を加えることで、一部分を盛り上げる加工です。
主に板金などで使用されている絞りとねじ穴による位置決め用の穴などに使用されています。
部材の厚みや引張強さによって絞り加工の限度が決まります。
参考サイト
https://metoree.com/categories/4054/
共取り(セット生産)とは
1つの金型で複数の異なる形状の成型品を成型すること。
部品ごとに金型を作製するよりも金型費や材料費が少なくすむため、コストダウンにつながる。
また、1つの製品に必要な部品をセットで共取りにすれば、部品管理が容易になるケースもある。
参考サイト
https://www.videotech.tokyo/2021/04/composite-mold-vs-multi-cavity-mold.html
生産のポイント
生産の流れと生産場所

これは、 架空の生産管理ポイントです。
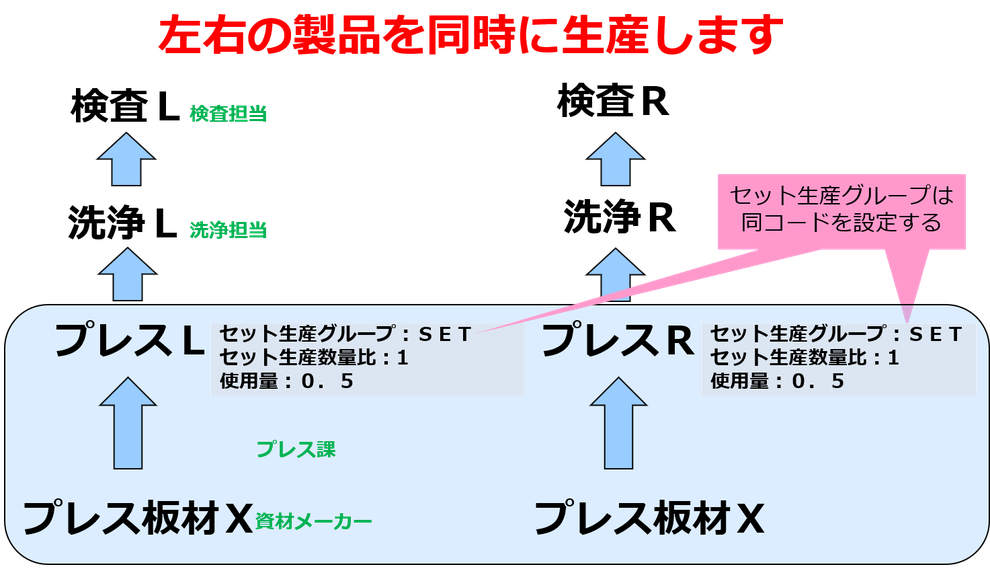
自動車のドアミラーに使われる左右のプレス部品を想定。
1台の金型で左右の部品を同時に生産する。
- 左右の受注数量が異なる場合、生産数の多いものに合わせて左右の生産計画を作成する
- 部門別ガントチャートの日程調整は、左右の異なる生産計画は同時に日程調整を行う
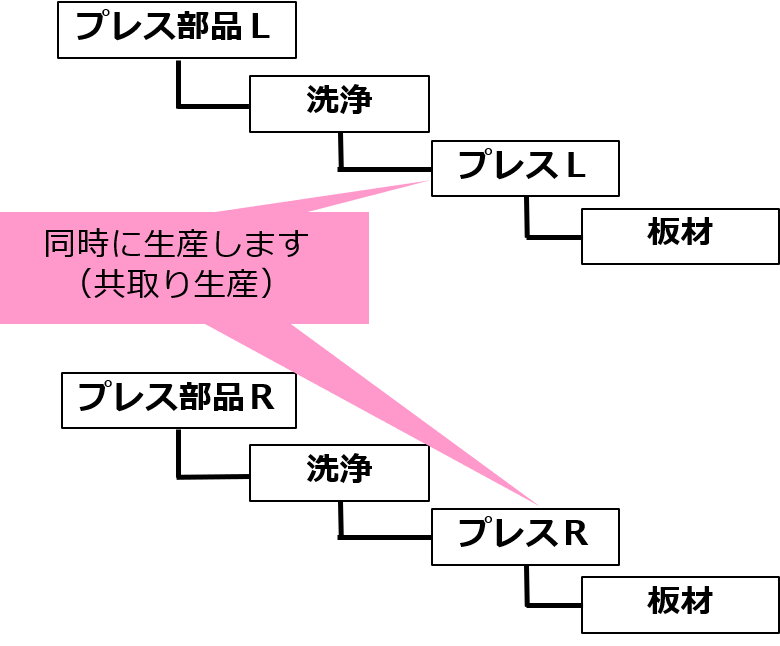
製品構成
CSVマスターデータ
テスト環境のデータベースを用意するには
マスターデータの読み込みは、実運用中のデータベースで行うと誤って実運用データを消してしまうことがあります。
テスト環境用のデータベースを作成してご利用ください。
使用しているシステム、オプション
CSVデータは、アイテム件数50件以内に抑えており、デモ版で試すことができます。
50件を超えて使用する際には以下のオプションが必要になります。
- 繰返生産システム(fMRP)
- 部門別ガントチャートオプション
- セット生産オプション
製品構成ツリー

セット生産品の生産管理を再現する操作手順
事前準備
①[マスター管理]-[稼働カレンダー]から必要範囲の稼働カレンダーを作成
②[データ更新]-[月次・期の更新]から[生産計画テーブルのカレンダー更新]を実行
※サンプルの稼働カレンダーは、日曜のみ休日のカレンダーです
土日休みなどのカレンダーを使用されている方は適宜読み替えてください
※①、②は既にお使いの環境で実行済みの場合は省略してください
③[設定]-[全レベル設定]-[計画業務]-[生産計画表(所要量計算)]-[所要量計算]-[セット生産関係の設定]-[セット生産処理を行う]を“ON”に変更
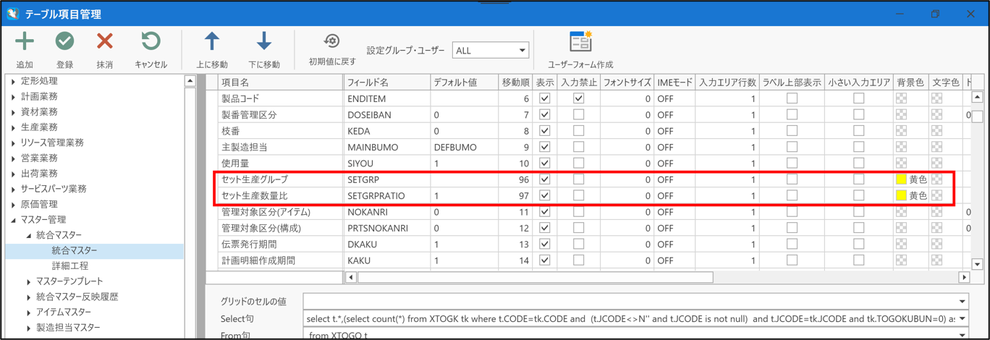
④マスターテンプレートの[セット生産グループ]と[セット生産数量比]を表示する
[設定]-[システム管理] -[テーブル項目管理] -[マスター管理] -[マスターテンプレート] -[マスターテンプレート]内の[セット生産グループ]と
[セット生産数量比]の「表示」をONにして[登録]
※お好みで「背景色」を黄色にし、[↑]ボタンで項目順を変更すると確認しやすくなります

⑤同様に[統合マスター]内の[セット生産グループ]と[セット生産数量比]を表示する
※お好みで「背景色」を黄色にし、[↑]ボタンで項目順を変更すると確認しやすくなります。
⑥その他のセット生産に関連する設定(必要に応じて設定を変更してください)
[設定]-[全レベル設定]-[計画業務]-[生産計画表(所要量計算)]-[所要量計算]-[セット生産関係の設定]-[セット生産処理期間]
(指定した期間内の計画をセット生産します。初期値:31)
[設定]-[全レベル設定]-[計画業務]-[生産計画表(所要量計算)]-[所要量計算]-[セット生産関係の設定]-[セット生産処理できる最大アイテム数]
(1つのセット生産グループで同時に生産するアイテム数の最大値を指定します。初期値:5)
マスターテンプレートのデータ読込み
[統合マスター]-[マスターテンプレート]からマスターテンプレートのデータを読込みます
対象データ:TXTMPL.csv

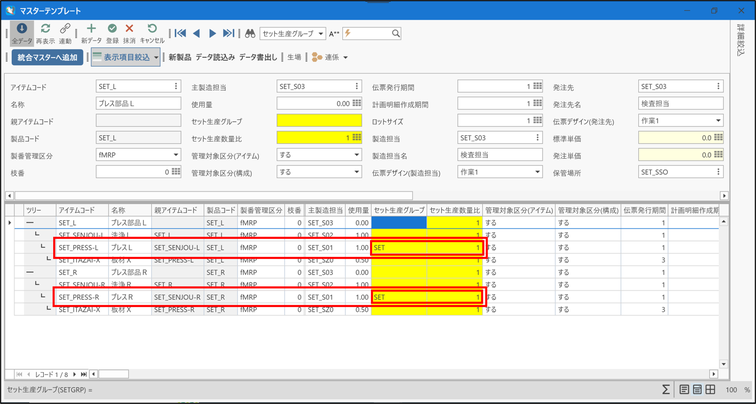
セット生産の設定確認
[セット生産グループ]が登録されているSET_PRESS_LとSET_PRESS_Rがセット生産のアイテムです
[セット生産数量比]がどちらも1です。生産比率が1対1の設定です
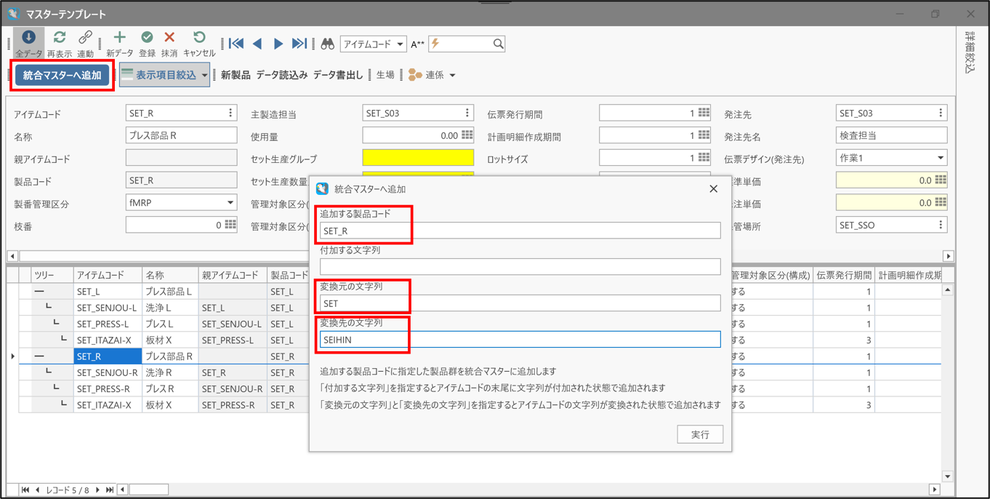
プレス部品Lとプレス部品Rを統合マスターへ追加
統合マスターへ追加します
プレス部品Lのサンプルコード(SET)を製品コード(SEIHIN)へ変換します

プレス部品Rもサンプルコード(SET)を製品コード(SEIHIN)へ変換し、統合マスターへ追加します
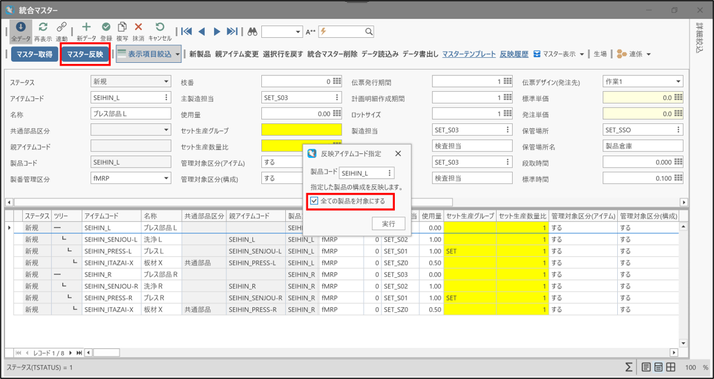
統合マスターを各マスターへ反映
統合マスターを各マスターへ反映します
ここでは、全ての製品(SEIHIN_LとSEIHIN_R)を対象にします
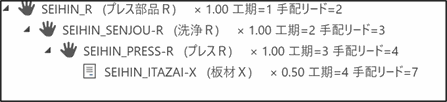
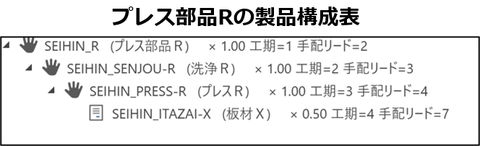
製品構成表の確認

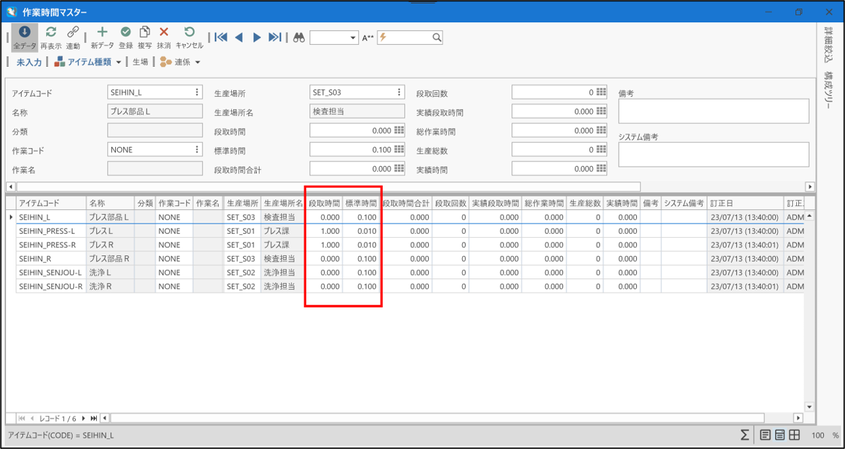
作業時間マスターの確認
[段取り時間]と[標準時間]は複数アイテムの生産比率を考慮して登録してください
SEIHIN_PRESS_LとSEIHIN_PRESS_Rは同時に生産するので、部門別ガントチャートではセット生産するアイテムの合計負荷を表示します
1つのアイテムのみへ[段取り時間]と[標準時間]を登録すると、未登録のアイテムはプレス加工費が原価に反映されなくなります
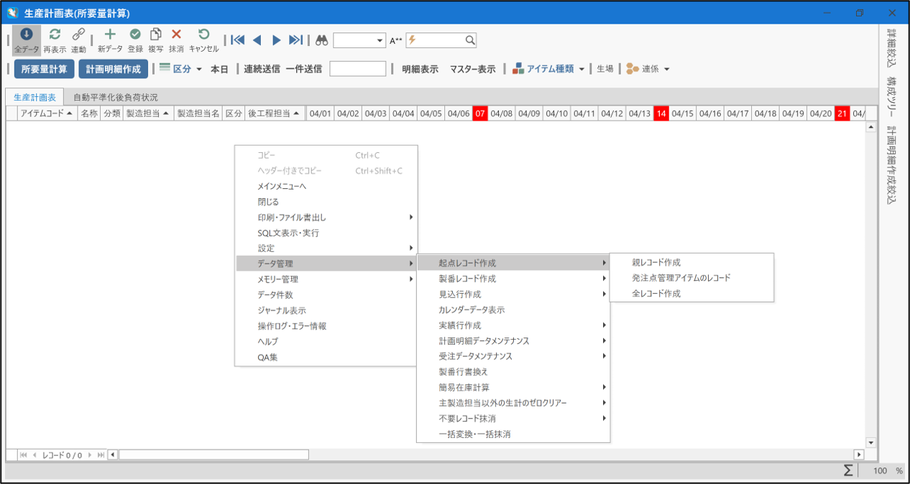
生産計画表に全レコードと見込行を作成
生産計画表へ全てのアイテムを作成します
[右クリックメニュー]-[データ管理]-[起点レコード]-[全レコード作成]
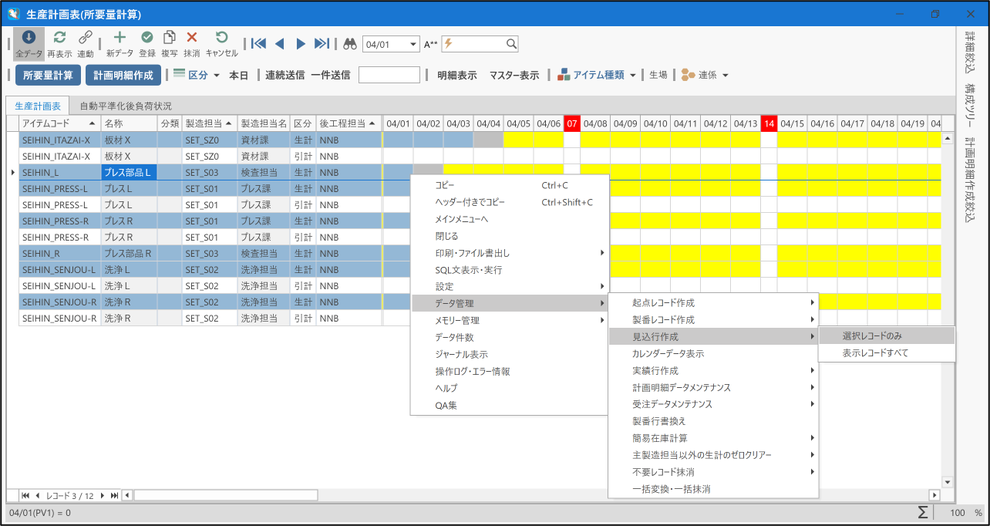
続けて、SEIHIN_Lの見込行を作成します
SEIHIN_Lにカーソルをあて、[右クリックメニュー]-[データ管理]-[見込行作成]-[選択レコードのみ]
SEIHIN_Rも同様の手順で見込行を作成してください
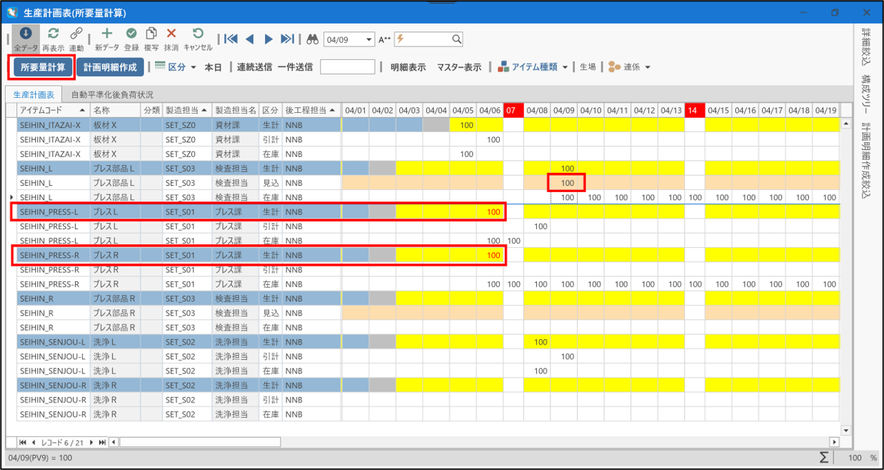
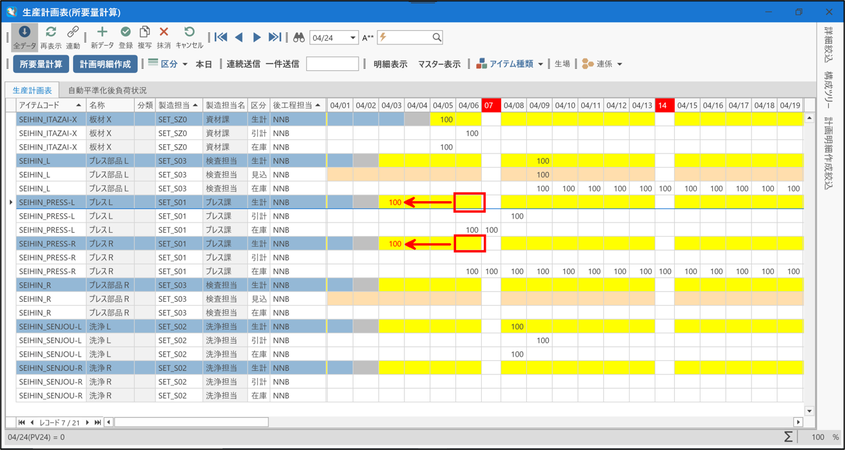
生産計画の作成
本日から稼働日7日先のSEIHIN_Lの見込行へ100の計画を入力し所要量計算を行ってください
SEIHIN_Lの構成に含まれるSEIHIN_PRESS_Lの生産計画と、セット生産のSEIHIN_PRESS_Rの生産計画が、同日にセット生産数量比の1:1に合わせて計算されます
セット生産品の日程調整
セット生産品の動作を確認するために、 SEIHIN_PRESS_LやSEIHIN_PRESS_Rの生産計画の日程調整を行ってみます
SEIHIN_PRESS_Lの生産計画を3日前倒しすると、 SEIHIN_PRESS_Rの生産計画も連動します
部門別ガントチャートで日程調整
同様に部門別ガントチャートでの動作も確認してみます
[調整用全集計]ボタンで計画を表示します
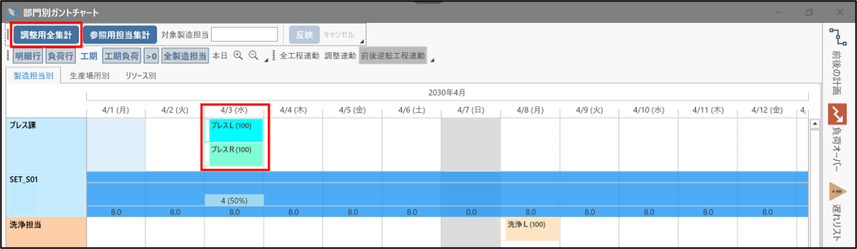
SEIHIN_PRESS_LやSEIHIN_PRESS_Rの生産計画の日程調整を行ってください
例として、SEIHIN_PRESS_Lの生産計画を3日後へ変更すると、 SEIHIN_PRESS_Rの生産計画も連動します

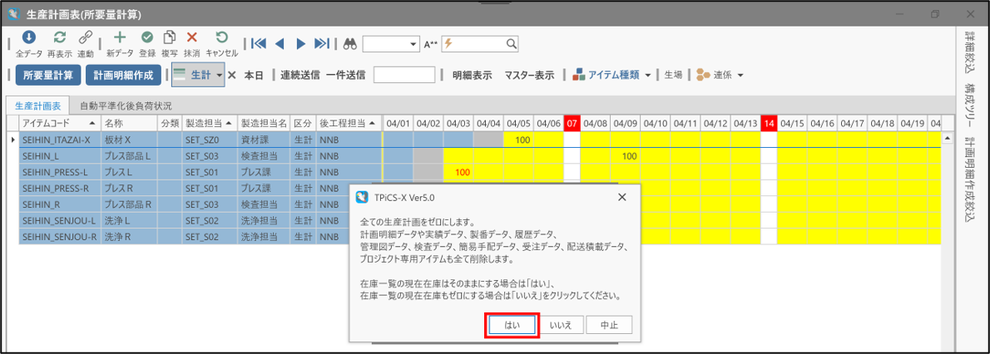
生産計画作成の準備
生産計画表の計画を全てゼロクリアし、生産計画の作成、伝票発行、実績入力を行い、在庫管理や進捗管理の確認を行います
生産計画表で[Ctrl]+[Alt]+[P]で全ての計画をゼロクリアします
※この操作を行うと生産計画や全ての計画/実績データが削除されます
本番環境では絶対に使用しないでください
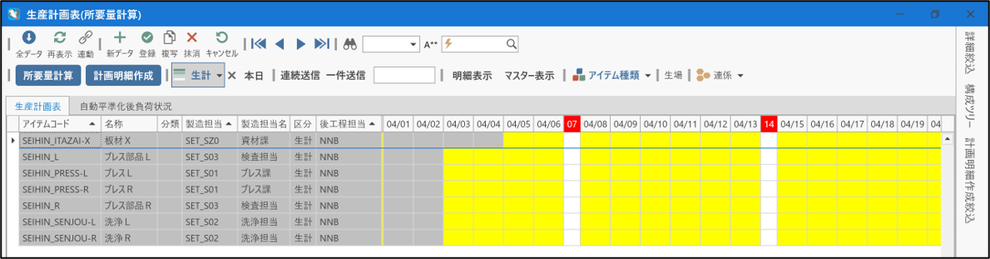
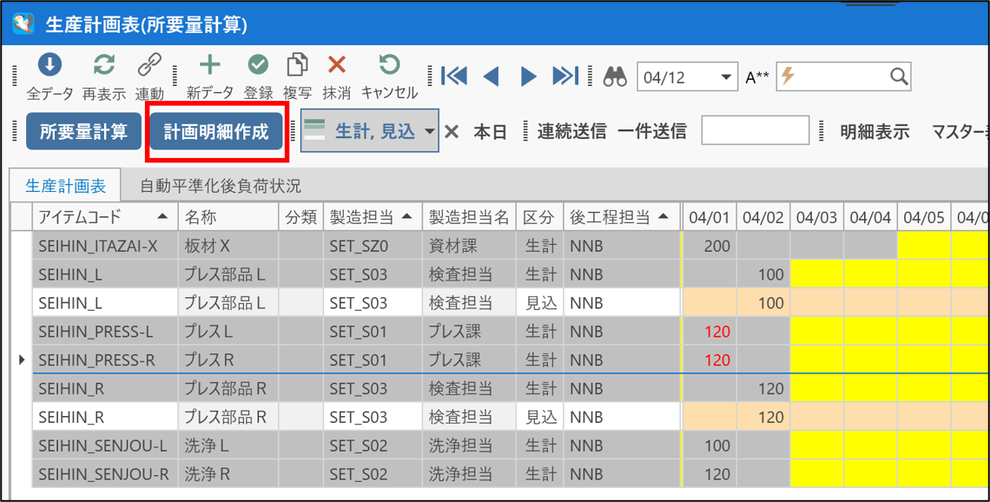
所要量計算と計画明細作成
生産計画表にSEIHIN_LとSEIHIN_Rの見込行を作成し、本日から稼働日1日先のSEIHIN_Lの見込行へ100、本日から稼働日1日先の
SEIHIN_Rの見込行へ120の計画を入力し所要量計算を行ってください
SEIHIN_Lの構成に含まれるSEIHIN_PRESS_Lの生産計画と、セット生産のSEIHIN_PRESS_Rの生産計画が同日にセット生産数量比の1:1に合わせて計算されます
生産数の多いSEIHIN_PRESS_Rに合わせてSEIHIN_PRESS_Lの生計が120になります

続けて、注文書と作業指示書を発行するため、計画明細作成を行います
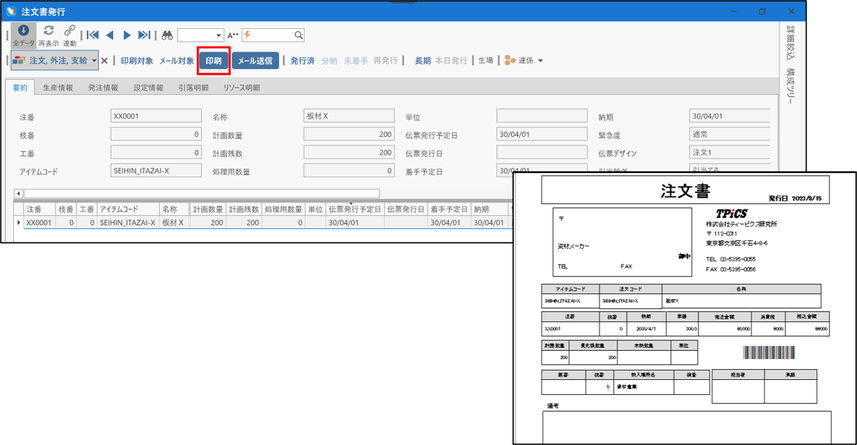
注文書と作業指示書の発行
[資材業務]-[注文書発行]-[印刷]を行い、SEIHIN_ITAZAI-X(板材X)の注文伝票を発行します
※実際には印刷しない場合は、[計画明細データ手入力]の画面で、[右クリックメニュー]-[データ管理]-[印刷済へ更新(全データ)]を
行ってください
計画明細データの「印刷済み」に"印刷済"になり、「伝票発行日」に本日日付がセットされて印刷済みの状態になります
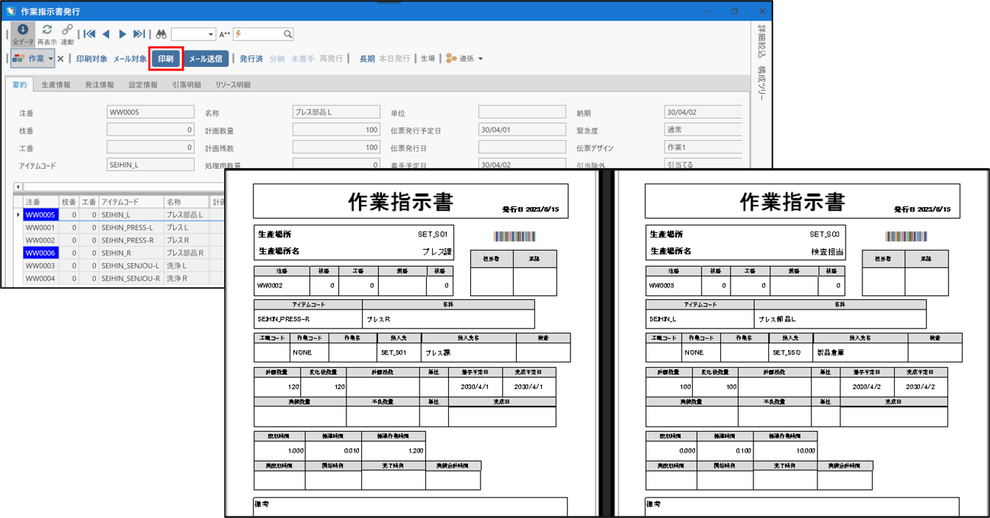
[生産業務]-[作業指示書発行]-[印刷]を行い、SEIHIN_L とSEIHIN_Rまでの全行程の作業指示書を発行します
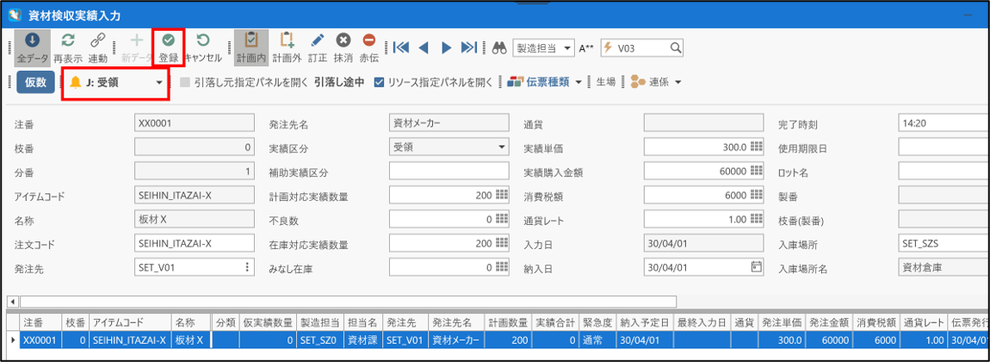
資材検収実績入力と現在在庫一覧の確認
[資材業務]-[資材検収実績入力]から発注したSEIHIN_ITAZAI-X(板材X)の資材検収実績入力を行います
実績区分を[K:検収]から[J:受領]へ変更してから、 SEIHIN_ITAZAI-Xを選択し[登録]してください
(在庫の確認)
[管理資料]-[現在在庫一覧]を見ると、SEIHIN_ITAZAI-X(板材X)の在庫が計上されています

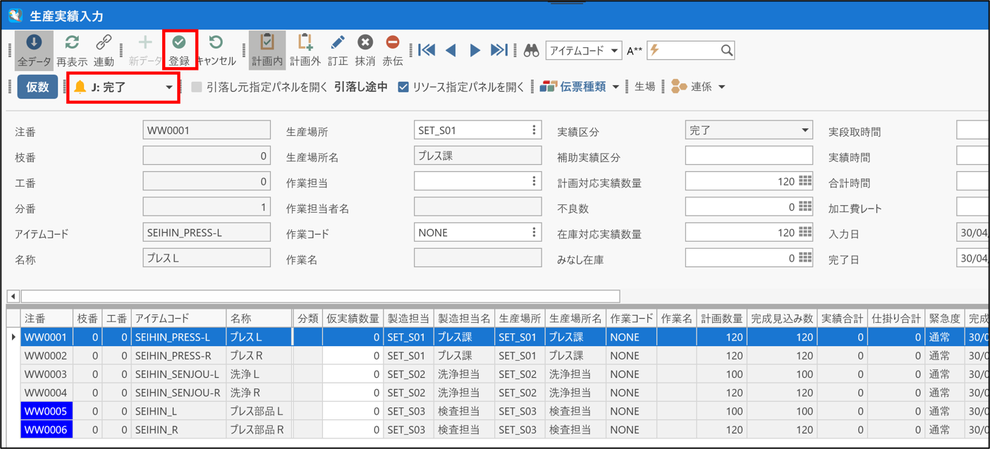
生産実績入力と完成品在庫の確認
[生産業務]-[生産実績入力]から工程の流れに沿って生産実績入力を行います
実績区分を[K:検収]から[J:受領]へ変更してから、下記の順にデータを選択し[登録]してください
- SEIHIN_PRESS-L(プレスL)⇒SEIHIN_SENJOU-L(洗浄L)⇒SEIHIN_L(プレス部品L)
- SEIHIN_PRESS-R(プレスR)⇒SEIHIN_SENJOU-R(洗浄R)⇒SEIHIN_R(プレス部品R)
(在庫の確認)
[管理資料]-[現在在庫一覧]を見ると、SEIHIN_L(プレス部品L)とSEIHIN_R(プレス部品R)の現在在庫が計上されています

進め方のヒント
■計画やマスターをいろいろ変えて試してみましょう
例えば
- セット生産数量比の変更
- 複数の異なるセット生産の製品を混在した場合など
- 作業指示書を発行し、セット生産アイテムの実績を行う際に、どちらかのアイテムに不良が発生するケースを想定し、
それぞれの生産実績を入力してみる