
系统
f-MRP制号系统
可应对擅长重复生产的“f-MRP”和适合个别订单生产的“制号管理”。适用于在标准构成部分变更的定制生产中,通用的中间品和零部件材料使用“f-MRP”功能,根据客户订单不同的工序和零部件构成使用“制号管理”功能的混合管理模式。

模块
生产计划作成功能(f-MRP制号系统、循环生产系统)
・通过TPiCS独有的f-MRP功能,实现“快速、低廉、高响应 且稳定的生产”。
・产品销售计划或生产计划为起点,根据产品构成表、制造提前周期、批量等自动制定中间品的生产计划、末端零部件的安排计划。
使用订单销售管理模块,根据客户订单、内示信息,无缝制定生产计划。出货日为起点,自动制定满足交期的生产计划,从生产计划再排中间工序、零部件安排计划。即使没有明确的客户订单或内示,在生产计划表“预计行”输入销售预测和往年的出货量,根据参数批量汇总、制定满足产能的生产计划,接到客户订单自动预消耗。“预计行”可用于单元件或零部件层级,用来调整瓶颈工序。
・所要量计算制定生产计划时,考虑已下发采购、供应商交货延迟、作业延迟的部分。可登录多保管场所,合计多个场所的库存计算预消耗,也可设置成计算对象外。
・可登录多套工作日历,根据委外加工的日历制定首道工序的生产计划、使用订单销售管理模块时,根据客户日历制定出货计划和生产计划。

预警功能 (警告日志)
所要量计算时,从新的订单、交期变更、数量変更、取消、中间工序的损失等各种状况,将人应该注意的计划变更显示在日志上,如“采购来不及”。
可从日志联动显示生产计划表,可调整生产计划、确认供应商信息、构成或主表的状态。

Running Change功能
只要将新旧零部件代码登录到切换主表,就能计算当前库存和已安排的消耗时间,自动切换新的零部件。
即使生产计划或库存发生变化,也能自动应对。输入父项实绩时,自动切换消耗已使用的子项。也可直接指定零部件切换日。(产品构成表)
生产计划、所要量计算相关模块
※详情查看模块内容
・部门甘特图模块
从所要量计算生成的生产计划,确认制造部门的作业负荷并在部门甘特图调整计划。
・自动均衡化模块
可根据制造担当的产能、制造提前周期、标准作业时间、数量、分配优先度自动分配。
・多场所模块
可制定以下计划。多个制造场所自动拆分比例的产品、单元件生产计划,通常在社内生产的物品因超出产能向外协部分委托生产的计划、分成任意制造场所的生产计划、根据后道工序的安排计划、考虑每个支给目的地的计算库存的计划。
・替代生产模块
当构成零部件不够时,使用指定的替代品计算库存制定生产计划。
・制造履历管理模块
考虑材料、零部件的批量使用期限、已生产的单元件、产品的使用期限进行所要量计算。
制定生产计划功能(f-MRP制号系统、制号计划)
・TPiCS的制号管理有3种管理方法。
B制号 基础制号管理。通过制号展开,从制号计划根据产品构成,生成用制号串起来的产品、中间单元件、材料、零部件的安排计划。可根据制号计划变更产品构成。
S制号 先行安排制号管理。可预先按先行制号安排生产中间单元件,之后用确定制号预消耗。
F制号 f-MRP制号管理。所要量计算用灵活应对需求变化的f-MRP,将创建的计划明细用制号关联。
在制号管理方面,TPiCS也提供了非常高级的制号管理功能。
・制号明细数量批量汇总。
・批量汇总的数量全部制号预消耗、或仅预消耗必要数、其余批量残展开其他制号时自动预消耗或手动消耗。
・在安排中的采购数据也可制号预消耗。
・因成品率等多安排的产品、或因完成单元件剩余的零部件等,解除已绑定的制号,可预消耗到其它制号。
・因不良导致的数量不足可重新安排,制号未预消耗的零部件可进行预消耗。
・管理修订版本,可选择要预消耗的库存。
・可按制号进行盘点。
构成变更功能
按制号更改产品构成有2种方法。
・使用选项代码
在主表登录不同“选项代码”的使用零部件,在制号计划指定“选项代码”展开,可变更构成。
・制号展开后更改构成
通过制号展开、根据登录在主表的产品构成创建制号计划后,可进行单元件追加、零部件删除、変更等处理,可简单更改每个制号的构成。
制号成本统计功能
・在制造过程中,未完成的作为预计成本计算,与标准成本对比进行预测和实际的管理。
・f-MRP计算的零部件,也可包括在制号成本中。

制号甘特图显示功能
・显示制号相关联的子零部件、各工序的进度情况。
・前道工序是否结束、或f-MRP零部件是否有库存,其结果当前可否着手一目了然。
・可拖放来更改计划日。
・可指定作业开始时间,可进一步详细制定当天的生产顺序。可变更计划日。
・结合着手信号机模块使用,可通过○×△标记直观的看到,是否零部件已到齐可以开始、部分可开始。
・变更过的发行变更传票, 如与SCM模块联动,可将变更内容以邮件形式自动发送给零部件供应商或外协。
f-MRP和制号混用管理

TPiCS可按每个物品设置f-MRP、制号管理。接到客户订单后,如果制号展开有安排来不及的零部件,根据内示用灵活应对变化的f-MRP进行安排,通过确定制号发行中间单元件或产品的生产指示。
各系统通用功能
单据发行功能
作业指示书、采购订单、外协订单、移动(支给)指示
发行所要量计算或制号展开、或手输的计划传票。
自动设置最低价供应商
在单价主表预先登录供应商、时期、数量、不同紧急度的单价,创建计划明细时,TPiCS根据其时期、数量,查询符合条件的最低价供应商,设置在计划明细发行采购订单。
用供应商零部件代码采购
可用供应商的零部件代码(产品目录编号等)进行采购。
采购并行
可对多家供应商拆分比例采购、也可以将超出数量向其他供应商采购。
电子邮件发送
可用电子邮件发送订单
传票式样变更
自带Excel格式的传票式样,通过打印按钮显示Excel传票,读取TPiCS导出的数据自动打印。
传票式样有,适合作业指示的一品一页、适合带子零部件的作业指示、采购订单的多品一页格式, 可简单调整格式、配合纸张更改或追加式样。
使用原材料批量明记(制造履历管理模块)
可在作业指示书明记使用的原材料批号。

现品票
打印作业指示书、外协加工委托书的同时,根据放入数计算计划必要的现品票张数,打印现品票。另外,在零部件的收货实绩输入,登录使用期限或批号,从其实绩数据打印记载使用期限、批号的现品票。
延迟清单发行
可发行交期延迟的采购清单或作业清单,也可提前发行。比如向供应商发行下周的收货计划一览表等,不仅能够对应事发后,也能预先防止。
报价请求
可发行未设单价的零部件“报价请求”。也可让多家供应商竞价。
支持Excel
支持桌面应用版以下Excel。
・Microsoft Excel 2016
・Microsoft Excel 2019
・Microsoft Excel 2022
・Microsoft 365(支持上述版本)
实绩管理
生产实绩输入
输入使用材料或零部件生产的中间单元件实绩,中间单元件库存增加,材料库存自动减少。材料和零部件的生产方式不同,消耗也不同。
例如、组装的完成数少于计划数的情况下,如果根据计划投入零部件因损耗等原因废弃导致的,则按投入数进行消耗,如果因生产延迟只完成了一部分仅消耗其必要数。另外,生产液体的时候,实绩输入可能每次需要调整消耗量。这时候的消耗方法可根据零部件、中间单元件、产品等管理节点进行设定。
此外,每个作业者、作业班、机械、工序输入作业时间,并进行统计。

实绩作业时间输入
为了下道工序实时输入数量实绩,至于实绩作业时间,可在事后从专用“实绩作业时间输入”画面进行输入。向多个作业实绩分配作业班的合计作业时间,可分别作为实绩时间自动设置。
收货、验收实绩
可分两个阶段输入实绩。一个是确认收货的收货实绩、另一个是检查完成付款对象的验收实绩。根据验收实绩显示在应付明细中。
实绩成本
采购数据的购买单价可以继承到实绩,也可在输入实绩时更改实际购买单价。在作业实绩输入,从实绩作业时间和加工费率计算反映到实绩成本。
成本核算有实时移动平均法、月总平均 (月加权平均法)、最终单价法、 总平均法、低价法。
批量输入
能够按照计划生产时,就会想减轻每天的输入工作。在这种情况下,将今天的预定完成计划临时设置在实绩数,只变更部分未能按照计划生产的计划明细,批量读入。
批号输入(制造履历管理模块)
如贵重原材料,在收货时必须输入批号的情况下,可设置必输批号。
输入生产实绩时,可输入使用了哪个原料(批号)。这些数据可随时回溯查看。制造履历功能,可根据需要,记录从收货时间点到生产完成时间点(出货时间点)。
库存管理
库存一览
可管理根据验收实绩、生产实绩、首道工序实绩自动消耗、库存移动或因发料的仓库之间移动的库存。并且可管理每个原材料、中间单元件、支给目的地、产品等物品的库存金额、当月入出库数、最后消耗日、最后入库日、最后出库日等等。
入库时指定入库场所,出库时指定出库场所,可管理多库存场所。
如果使用制造履历管理模块,可按批次管理收货实绩和已完成实绩的批量残。
记录最后入库日・最后出库日・最后消耗日,指定筛选条件可确认积压库存。

盘点
在期末或月末实施盘点处理,基于现物调整每个保管场所的“当前库存”。不仅适用于统一盘点,也适用于部分的循环盘点、临时盘点。
如果存货有差异,会生成盘点差异的实绩数据,可迅速统计存货差额。
实际货架的反映,盘点开始前持有盘点前库存,通过输入实盘值和盘点结束,向每天变化的当前库存中反映盘点差异,在盘点统计期间内也可以输入实绩。
数量换算功能
可根据指示书中显示的单位换算生产计划表的计划数、换算显示库存一览和构成表,可按照产品、中间单元件、零件材料的不同单位进行显示。
例如,液体原料的采购量按200L、400L计算,下发采购订单时,按桶(200L)的单位采购1桶、2桶。输入2桶的入库实绩时再换算单位,向库存反映400L。
成本管理
按产品成本统计表
根据实绩数据统计显示当月各物品的生产成本。
按部门成本、损益统计表
下道工序耗用的视为销售额,统计显示每个部门的损益。
按制号成本统计表(f-MRP制号、制号管理系统)
将包含未完成的预定成本在内的实绩预测与标准成本对比。
实绩单价再计算功能
采用移动平均法计算实绩单价时,以月初值为起点,将所有实绩数据按日期顺序重新处理再计算实绩单价。
支给管理(多场所模块)
可通过多场所模块管理有偿支给,并且可以管理有偿支给目的地的库存。

总计功能
组总计、列总计、全总计
在生产管理现状分析非常重要。
可将显示的数据以任意字段进行分组统计,也可以用多个字段分子、孙组统计显示。
可用任意字段显示每字段的总计、全总计。总计方法可按最大值・最小值・平均・合计等字段设定,并可命名保存总计设定,简单切换调用。
各总计值可导出Excel文件。
权限管理、用户管理
角色管理(权限管理)
可为每个业务负责人设定可操作范围,如“计划业务负责人可以更新物品主表和产品构成表,执行所要量计算。”“收货担当只能输入资材收货实绩。”等。
用户管理
可为每个用户设定角色。兼任计划业务和采购业务的设定、或多个用户集中设置为一个组。
也可使用Windows登录用户进行管理。

主数据维护
TPiCS有,登录零部件、原材料、产品、中间单元件、外协委託(电镀、热处理、涂装、装配等)的物品主表、搭建物品父子关系的产品构成表、单价主表、作业时间主表等很多的主表,为了应对每天变化的生产,主数据维护是必不可少的。
为了能够边确认整体主表信息,边在相关部门的生产会议上讨论和编辑,作为标准功能准备了整合主表。
登录新产品时,可从设计的零部件表在整合主表中创建产品构成,已登录的物品可作为通用品追加到构成中。如此使用整合主表,可从每个产品的零部件表组件主数据,并反映到各主表中。从各主表或整合主表均可变更,也可以将大框架主数据从整合主表登录,详细内容由各负责部门从各主表进行登录。

追加用户字段、输入画面设计变更功能
主表和计划明细、实绩等几乎所有的画面中可追加用户独有的管理字段。
追加的用户字段,同TPiCS的原有字段,显示在网格部或明细部,可查询、筛选、输入,也可从预先登录的下拉菜单选择后输入。可设置字体大小或背景颜色、IME设定、显示、隐藏、Tab键移动顺序、显示顺序等。也可以变更原有字段的网格标题名,只需设定,即可变成符合用户的画面。
此外,通过SQL语句,将登录在主表的用户字段参照显示在计划数据或传递到实绩数据,况且如果能够参照数据库服务器,也可以参照其它销售管理系统的字段。

付款管理
根据验收实绩统计付款对象数据,可按照结算日生成付款预定表并管理付款实绩。
可指定不同的采购订单收件人和收款方。如零部件向供应商的分公司采购,货款付给总公司等。可导出财务软件用的付款分录数据。
应付款、应收款管理
应付管理(应付明细)
在输入验收实绩时,可登录购买金额、供应商等信息,将其反映在应付明细中。
根据一般的财务软件“分录数据读入格式”,可导出应付应收明细数据。
应收管理(应收明细)销售订单管理模块
通过出货实绩输入,销售额反映到应收明细中。
与其它系统的接口
文本导出和导入
可文本文件格式导出或导入主数据、业务数据、库存一览、按物品成本统计、按产品成本统计等所有表的数据。
业务数据文本读入
订单输入、计划明细、作业实绩、出货实绩、发料实绩、库存移动等数据,通过业务数据文本读入,在读入的同时更新相关表。如读入销售订单时,登录销售订单数据的同时反映到生产计划表。
业务自动读入、导出(业务接口模块)
文本文件导入频繁的情况下,如数据不整合导致读取错误很难处理。如果是业务接口模块,当发生读取错误时,错误日志写入在表并可管理状态,便于系统之间的连接。另外,在TPiCS画面操作的业务数据自动输出在导出表,由此可以与其它系统进行双向连接。

工作日历
可登录休息日和工作时间不同的日历。
日历数没有限制,可按每个供应商、委外加工商、客户、社内制造部门、工序指定使用的日历。白夜班的轮班管理最多可管理24班。当月按白夜班日历、下月按天的日历、再下个月按周的日历等等,在一个日历中可用不同的粒度设置工作时间,并根据其日历指定生产计划。
能力日历
可将每天变化的生产场所能力设定在能力日历中。在部门甘特图,可根据每天的生产能力确认负荷率,结合自动平准化模块均衡生产。可用于为了生产设备的计划保全每周三下调能力、确认每天变化的钟点工人数和作业负荷等情况。

自動実行機能
通过宏记录所操作的内容生成脚本文件,可自动读取业务数据或月度处理,其效果同手动操作。
例如,每天午休时,自动读入销售订单数据,所要量计算、计划明细创建、生成传票。
数据查询、筛选、排序
几乎在所有画面可按字段查询。如等于、模糊(开头、后尾、部分)、以上、以下、大于、小于、不等于等查询。另外还有键盘输入查询值的同时进行搜索的快速查询功能,可随时确认并显示需要的数据。在多个筛选条件中,可用AND或OR进行筛选,当存在多个条件的情况下可选优先条件并双击网格标题行排序。
销售订单管理模块
从销售订单、内示订单到生产计划
・从销售订单数据制定TPiCS的出货计划,可直接进行所要量计算。
・结合f-MRP功能,可基于内示计划安排零部件和材料。即使内示计划有变,利用f-MRP功能,可用到下次所要量计算中。
・如果是制号管理的产品订单,在输入订单的同时制定制号计划。预消耗先行制号计划,当预消耗的制号计划数不足,可自动创建不足数量的制号计划。
・来自互联网的订单数据或交货指示数据可以CSV格式读取。
・可通过业务接口模块从EDI或ERP等系统取入销售订单。
・完全支持每天交货指示。
・读入确定订单的同时核销内示订单。
・Backorder可不反映在生产计划。
・可支持定制生产(full choice)形态。
・产品构成任意层次可输入销售订单,为此可以管理中间产品或零部件层次的OEM出货或服务备件。可加上这些必要数进行所要量计算。
内示数据
・如汽车产业,每天都有确定交货指示的情况下,同一物品同一交货场所,可在读入的同时按内示交期顺序核销。
・可处理確定、内示。
・可定期删除内示数据、重读新数据。
出货指示
・可根据销售订单的出货计划日,发行从今天到设定天数的出货指示。
・发行出货指示书时,可筛选有库存的产品、发行出货传票。
出货实绩
・当输入出货实绩时产品当前库存小于0提示预警。
・对于出货计划,可分状态输入,如出货实绩和到达客户目的地验收完成实绩。库存一览的产品库存被减少,可确认客户未验收数量。出货时可反映在应收明细,或等客户验收后再反映到应付明细。
・结合制造履历管理模块使用时,使用的原材料批号和中间工序、出货实绩相关联,可从出货实绩查询使用批次、或从批次查询出货地。
传票、报表
・可发行出货传票、交货单、请款单、应收帐。
・可导出销售订单列表、指定日的出货预定表、出货延迟列表。

卖价登录
・支持不同订单数量或订单时间而不同的卖价。
请款、收款管理
・可根据销售明细开具合格请款单等保存方式(发票制度)的发票、并进行收款管理。
・海外的客户信息,可用对应的语言登录显示。
・导出来的应收明细可用于财务软件。
销售订单推移一览
・明明接到了内示订单却发生了交期延迟、明明根据内示订单安排材料却有剩余,这些情况无法用内示和确定的误差范围来弥补。通过推移一览确认内示和确定的增减数和增减率进行分析,从而提高内示精度、制定包含误差在内的生产计划。
部门甘特图模块
根据所要量计算或制号制定的生产计划,以机械设备、制造组、个人、外协为部门统计显示甘特图。
在甘特图红色表示超出部门生产能力的高负荷计划,可通过拖放鼠标向其他部门移动计划、或前后调整计划、拆分计划、调整数量。可联动拖动与产品有父子关系的中间工序和材料。
在最近的计划,可从计划明细统计详细的生产场所,在生产场所登录设备后,可向设备分配作业、调整日程。

多场所模块
1个物品可在多个制造场所分别根据制造周期、采购周期、批量等参数制定生产计划。
为此,通常是在社内生产的物品,可根据制造部门负荷委托外协,或也可以把生产量按比例分配给2个制造部门生产。
可向多家外协分别制定支给计划,可制定更加符合实际情况的计划。此外,结合部门甘特图通过拖放变更计划,根据因短交期订单显示的预警日志调整瓶颈工序并进行模拟。
在制号管理中也可使用部分功能。

工序管理模块
根据所要量计算、制号展开制定的生产计划生成的计划明细,可展开详细工序发行详细的作业指示和实绩管理。
マスターに従って計画明細作成時に展開された詳細工程も、工順コードを変更することで、随時、展開しなおすことができます。例えば、あらかじめ、古い機械を使用したときの工順を登録し、負荷が高いときに、工程元の工順コード変更し、通常の作業順に段取りを追加した工程伝票を出すことができます。
工程は、現場へ作業内容を指示するのみの用途にする運用と、作業時間や進捗管理のため実績入力が必要な運用のどちらも可能です。部門別ガントチャートを併用することで、負荷を確認、調整することもできます。

发料管理模块
为了使生产车间能够按照指示着手生产,提前指示将零部件、单元件等从保管场所发到生产车间(发料)、并管理实绩和发料库存。
发料指示、实绩
在发料总计时,根据作业指示所需的零部件数量和发料目的地库存、零部件当前库存求发料数,通过实绩输入管理发料目的地库存。如果是f-MRP物品只统计必要数或按每个作业指示统计。如果是制号管理物品按每个制号统计。可指定发料批量,如果结合制造履历管理模块,可考虑零部件入库批量残进行发料。
结合多场所模块,可管理每个产线的发料、或存在社内生产和外协生产材料支给的生产中,可管理车间的发料材和支给材的库存。
产品出库指示、实绩
结合销售订单管理模块,可从产品仓库向发货车间发行出库指示,以便下达出货指示。如果使用制造履历管理模块,可发行指定生产实绩批次的出库指示、管理实绩和批量残。

拉动生产模块

在所要量计算考虑社内工序的制造周期制定生产计划,也可在所要量计算安排材料零件的必要量,社内工序的指示由生产车间的班长根据情况向前道工序发行。
后工序从前工序库存领取必要数。前工序只生产被耗用数。可以实现所谓「KANBAN」的运用。
向前工序发行的指示,从计划明细手工输入、或着手信号机画面发行。
单品生产模块
单品生产是根据每个客户订单生产不同的产品,所以不像反复生产事先整备主数据进行统一的处理。因此,事先需要整备主数据的生产管理系统使用起来非常不便。TPiCS为了解决这些问题,对各种运用方法的功能进行了思考和强化。虽说是个别生产,但不是所有的产品个别设计。通用品或补修配件使用反复生产功能安排,需要嵌入到单品生产构成的情况、或根据产品使用反复生产或制号管理等,可实现精细混合管理模式。
该模块功能是为了每次接单配置会变化的“一次性生产”,不登录主数据也可运用系统。

・根据高操作性,每次登录作业内容和使用零部件的同时进行安排。
・可复制过去类似制号修改使用。
・出图断断续续,从中可从 “必要的”、“可行的”开始安排。
・如果能形成某种程度的模式化,可在此基础上修改使用。
・结合‘构成信息转换模块’,可无缝处理设计变更引起的“追加”、“修改”、“废止”,迅速反映到安排中。
・可使用具有反复性的通用单元件、通用零部件。
・可向客户出具‘报价单’。
・向供应商出具‘报价请求传票’,可按照转包法进行交易(支持竞争报价)。
・对因设计变更而不需要的零部件进行管理,也可用于其他项目。
构成信息转换模块
从CAD或Microsoft Excel管理的部品表以CSV格式读入设计的‘产品构成信息’以及‘变更信息’,反映到TPiCS的生产信息中。可用一套数据联动处理,防止遗漏设计变更,并迅速反映到生产。
・可在制造BOM登录支给或外协的设计BOM中不存在的作业。
・也可以取入TPiCS中不存在的部品表实装信息或供应商信息,打印在采购订单或作业指示中。
・从设计BOM修改到制造BOM的设计变更,也能迅速反映到安排中。
・设计发生变更的部分用状态或颜色表示,防止处理遗漏。
・结合单品生产模块,设计变更可无缝反映到安排数据中。
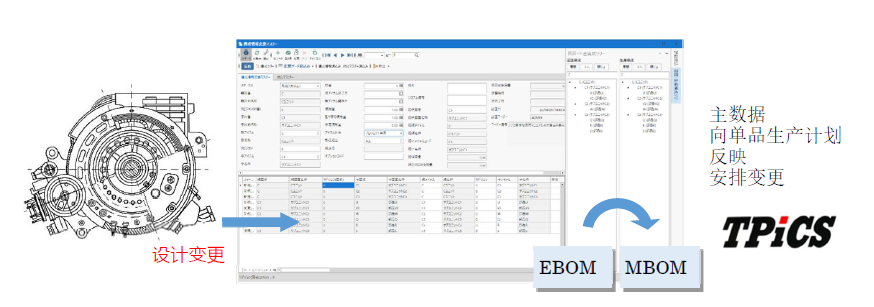
使用CAD数据
客户的需求多用化,商品生命周期也越来越短,即使是个别生产,缩短订单・设计・生产周期也变得越来越重要。
因此为了进行快速循环生产,考虑利用设计信息生产安排。但是,设计人员考虑的产品构成信息(E-BOM)和制造部门人员考虑的构成信息(M-BOM)大多是不同,所以一般会添加人为判断将其转化为生产用的构成信息。这样一来,当设计发生变更时,就不能直接将其变更到系统并反映在安排上。因此设计发生变更时,由人为逐一比较E-BOM和M-BOM进行反映。
如果使用TPiCS的‘构成信息转换模块’,即使2个构成有差异,一旦有设计变更点击几次按钮即可找出已安排(采购)成为不需要的或需要追加的物品,可生成取消传票、追加安排传票。通过该功能,个别生产管理业务会变得非常轻松。
成套生产模块
始终同时调整指定组的多个零部件或多个产品计划。
・例如,用一个模具加工左右不同的零部件时,与订单数量无关,必须同时生产相同数量的零部件。在这种情况下,可通过所要量计算生成同时产出相同数的计划。
・产生副产物的情况下,可制定按照指定比率同时生产的产品计划。
・在生产计划表鼠标拖放变更日程时,指定成套生产组的物品始终一起变更,其结果可同时反映在部门甘特图。
自动均衡化模块

提前生产月末出货的订单,根据瓶颈工序能力考虑制定生产计划。
可相对一周合计数,将每天的市场均衡化排成均等生产。
・在所要量计算,按每个构成层级,以父级计算结果统计作业量和负荷率,当负荷率超出设定值将相应的计划前后移动。
移动只针对未确定计划。
下面的子零部件根据平准化后的计划继续进行所要量计算。
・支持“向后”“向前”排定。
・每条产线可设置是否要平准化、基准负荷率。
・物品主表的“平准化优先顺序”设定对象物品。
・均等生产处理也按父子层次计算。库存预消耗、周期推算后、制定每周、每物品的均等生产计划。小批量的物品尽量排在周初。
制造履历管理模块

从出货的产品批号追踪生产组装、加工的实绩、采购的原材料或零部件的批号。
不仅可以从产品追溯原材料,还可以从发现问题的原材料批号追溯出货地。
支持ISO9000、IATF16949、PL法、药事法等必要的批量追溯。
还可以管理原材料或在制品库存的使用期限。
・原材料收货时,根据需要(设定)输入原材料批号。(可指定必填)
・输入社内加工实绩时,登录社内批号绑定使用的原材料批号。
如果有需要履历管理的原材料,TPiCS会自动‘先进先出’预消耗。之后系统打开画面确认自动预消耗的内容,可根据需要订正后保存。
・一个产品或一道工序,可使用多个批号原材料,一个原材料可用于多个产品或多道工序。即支持多对多的关系。
・可管理工厂内所有的移动,如原材料入库后的部分发料、返回仓库等。
・系统有使用的原材料购入价格、作业者和作业时间,可在‘批次成本’画面查询每个生产批次分别净成本。
・需要‘使用期限管理’的原材料和在制品,可以打印临近使用期限的一览表、或批量废弃等处理。
・在所要量计算时,可考虑产品完成后的使用期限,或中间品和使用原料入库后的使用期限。
・作业传票中可以指示‘使用的原材料’。指示的原材料被临时预消耗,在输入父级完成实绩时,自动消耗。中途也可修改。
内控模块

审批高额采购订单,记录所有表的变更履历,预防不正当业务处理。
・所有表的修改履历可导出在专用表。
・可支持仅发行‘采购审批权限者’审批的订单。
审批的数据写入‘审批人’‘审批时间’‘审批密钥(密码)’,如果审批后修改订单内容则变成无效。
・可保存长期操作日志记录。
着手信号机模块
是管理车间工序的功能,希望有以下想法的人员使用。
“向车间发行指示时,如果不管理负荷会被车间抱怨,需要有负荷堆积的依据。”
“车间自行生产无法控制。想用系统进行管理。”
“根据生产顺序,准备工作不一样。想制定尽可能缩短准备工作的计划。”
“每道工序都有多台设备,分别产能不同,根据产品有些能做有些不能做。在这样的情况下制定尽量高效率的计划。”
“每次客户询问交期时,不到现场就无法回答。希望能通过系统解决。”
“零部件用MRP安排,但不能改善散乱无法应对需求变化。想要一套能够快速制定有工序之间日程依据的零部件计划的系统。”
・车间班长或出货担当画面中显示今天和明天的任务一览。(最重要的是限定2~3天的任务)
・当办公室变更计划时,会瞬间反映在全员的画面上,其中必要零部件未齐全的、或前道工序未结束的,随时可以着手开工的会一目了然地显示出来。
优先顺序与交期无关,可按希望生产的顺序拖动排序,如有还不能着手的,通过“前工序”按钮确认材料或前道工序的情况、留言等方式作业者好判断哪个要优先。
着手不可的数据点击“前工序”按钮,再确认框中显示未完成工序、不足的子零部件,以及其计划的当前进度。

・除了所要量计算结果之外,还可以明示每天的生产水平(任务)。为此,能够掌握生产计划的平准化要求平。
・从其画面决定下一步要做的任务,点击“着手”按钮。完成后,点击“登录”按钮保存实绩。
・点击“着手”按钮,下道工序就能知道前道工序是几点开始的。
・保存实绩后,该记录从计划指示画面消失。
相反,如果不登录保存实绩,则一直会留在画面中。
・显示必须要做的任务时,可根据作业内容和方法用颜色区分提高工作效率。如考虑准备时间,选择相似颜色进行生产等。
・在着手信号机画面输入实绩的同时反映到办公室TPiCS的库存中。
・前道工序输入的实绩,立即反映在下道工序的着手信号机画面中,红色会消失。
・傍晚通过办公室电脑导出当天日报和生产残列表。

着手信号机模块应对的不是出现在表面的需求,而是解决其背后的问题、或者去除问题发生之前的散乱现象,以 “土壤改良”、真正的 “管理”为目的。实绩输入的目的不是为了采集实绩,而是为了生产现场能够正确判断。
业务接口模块

将其他系统数据取入到TPiCS,或在TPiCS处理的数据导出在连接表进行双向自动交互的功能。
例如,用手持终端登录的收货实绩、发料实绩、生产实绩数据保存到自动取入表,TPiCS自动读取这些数据。
此外,输入在TPiCS的出货实绩数据,通过专用表传到ERP或销售管理系统,输入数据的同时,自动导出表自动添加数据,可掌握TPiCS更新数据。为了防止数据重复传送进行检查时,需要更新TPiCS数据。这时候,如果直接更新出货实绩表,则需确认有无影响TPiCS的处理。如果使用自动导出表,TPiCS只添加数据,很容易更新已传送确认框。
也可用于以下用途
・从客户获取EDI数据取入、内示数据取入
・与高级排产软件对接
・加工中心收集的实绩数据取入
・与使用实绩采集的POP终端或手持终端、智能设备、
RFID收货实绩、作业实绩对接
・与分配统计间接费用的成本管理系统对接
・与ERP或销售管理系统、财务软件对接
・与审批采购的工作流系统对接
如要使用事务接口模块,则需1台运行客户端。
SCM模块

SCM模块是与供应商和外协强力合作,迅速应对客户的内示确定的变动、紧急插单。
供应链主端可以向交易方发送采购信息、内示信息,外协可用供应链终端接收。不仅仅是收发订单信息,外协可回答能否按交期供货,如果不能也可回答分纳日程。由于是邮件的机制,只要准备邮箱即可使用。
为了实现短周期的生产,不仅需要改善社内,还需要缩短外部协力公司的采购周期,这是仅单方努力很难做到。当外协生产真的来不及的时候,通过接收这些信息决定基于信赖关系的可行采购周期。TPiCS有基准库存这一缓冲概念,如果能够填补则分纳,如果不能填补提示预警可以判断是否需要跟客户协商变更交期。外协和社内状况、使用相同零件的产品计划变更等,在时时刻刻变化的大量数据中可以解决问题。
供应链终端可免费使用,如果升级到TPiCS正式版,从供应链终端到订单、所要量计算无缝衔接发挥真正的价值。
交期回答模块

客户询问交期时,如果确认库存和现场进度花几天的时间,客户情况应该也会发生变化。使用交期回答模块,不仅可以回答“可以”、“不能”,如果不能按交期交货,则可回答分纳的日程。
从产品开始依次从订单出货计划和生产计划、生产计划批次残算出所需日期的计算库存,如果不足,追踪查询使用的子零件或中间单元件,直到末端零件的计算库存。零件的计算库存不足时,从基于采购周期计划出发,调整父计划,算出中间单元件、产品的生产日程,可以回答客户交期。
也可只指定数量回答交期。
计算后,可直接从回答请求数据或回答明细数据创建订单或计划明细数据,反映到下次交期回答计算中。
替代生产模块

通常产品构成中不包含的零部件或材料、中间单元件,临时变更为替代物品的功能。
可在所要量计算时、计划明细确定后安排前、作业后实绩输入时,变更替代物品。
在所要量计算时,如果登录在构成的零部件或材料、中间单元件库存不足,而替代物品库存充足,则自动分配计划给替代物品。可设置多个替代物品、所替代的物品顺序、各个替代物品的使用量。
在生产计划确定后变更使用物品时,需要维护计划数据和实绩数据。替代生产模块使其程序变得简单,通过临时改变使用原材料即可灵活应对。
例如,交期来不及的零部件用替代品置换生产,或用临近使用期限的原材料替代通常使用的原材料。
也可以在生产后输入实绩时替换。因此,使用的物品既可在生产前确定变更,也可在生产过程中现场判断变更。
此外,原来的使用预定数,可全部或部分替换。
资源管理模块

制定生产计划时,一起排定生产所需的模具或治具、机床或冲压机等有限“资源”使用计划,配合作业指示发行使用资源指示并管理实绩,根据实绩统计资源消耗进行保全管理的功能。
从生产计划表生成计划明细作业指示的同时,生成使用资源计划,可将所使用的模具、工具、机床等显示在作业指示中。结合部门甘特图,可在甘特图画面确认“资源”使用计划,根据“资源”负荷调整生产计划。每次生产都会耗用 “资源”,需要交换或维护。记录生产资源消耗,如果超出一定量实施维护。作业指示书中输出使用的模具治具、工具等信息,使作业担当能够有效生产。